

The low cost and wide availability of wood in America makes it a good choice for the budget-minded builder of simple flying machines. The only problem is that when picking the stacks at the local lumber yard you need to know a fair amount about wood in order to select the most suitable pieces. Part of that chore involves visiting the local yards - - or box stores - - fairly often in order to see the new pallets as they're put out for sale.
Today I lucked into some outstanding shelving (!) and a pallet of 1x2 furring strips that included some superior wood. I loaded up a cart with as much as I could afford. Waiting in the line at the register (Home Depot has a long way to go in that department) another homebuilder saw me as he entered the store and stopped to chat.
Although I've given demonstrations about grading lumber, including side-by-side testing in which samples of various woods are compared to Sitka spruce, my habit of using commonly available wood to fabricate real airplanes is often treated with humorous condescension, as it was today.
"Building another airplane?" he said as he started to leave, plus the patronizing smile.
"Same one," I nodded. Actually, same ones, as in plural, except most of this wood was destined for an on-going primary glider project.
He looked at the cart-load of lumber, started to say something witty, finally just walked off with an airy wave. To him it was just a cart-load of box-store lumber. Had he taken a closer look at the furring strips he would have seen they were Western Hemlock, ran about 24 annualr-rings per inch and came from a tree that was at least six feet in diameter(*). The grain had a run-out of less than one inch in eight feet and most of the sticks were almost perfectly cross-grained. That's because they were probably sawn from the cauls produced when log was sawn into a square cant. Back in the old days, the cauls would have gone into the kiln or boiler as fuel but nowadays they use laser-guided computers to figure out the maximum yield from every log and the cauls -- the camber-faced slabs from the sides of the timber -- probably went to an edger instead of the scrap heap and ended up as saleable pieces, including my bundle of furring strips.
The shelving was another situation entirely, being plantation-grown stuff running six rings to the inch near the edge and barely eight toward the middle. The tree was probably about 12" in diameter when it was harvested and probably about 30 years old. But what made these particular pieces of shelving candidates for aviation was the fact each piece on my cart was a center cut.
In producing construction-grade lumber the tree is cut into sections from 12 to 24 feet in length then each section is squared and run back & forth through the saw (or in a really big mill, through a continuous series of saws) and turned into slabs of the desired thickness, as dictated by the market. By comparison, the wood for masts, spars, ladder rails, bannisters and aviation-grade lumber is usually quarter-sawn, an entirely different proposition from plain-sawing.
The point here is that the center-cut of a plain-sawn log has EXACTLY the same grain orientation as if it were quarter-sawn. That means it will dry without warping and its characteristics of strength will be uniform.
So will it be useful in an airplane? Probably. But the wood has the final say in the matter. It's still pretty wet and the shelving needs to be re-sawn to isolate the usable outer sections from the center. Give it a bit of time, turning it occasionally and a fair percentage of it should prove useable. And if not, I'll use some of it to make Smilin' Jack and his friends some little toy airplanes; give'm to them at Christmas; tell them it's for their grandkids.
- - - - - - - - - - - - - - - - -
The furring strips were $1.15 each and I bought twelve. The shelving was $5.67 each and I bought three pieces. Total was $30.81 at the Home De-pot on San Marcos Blvd. That eats up my 'airplane wood' budget for about two months but 'long about March I'll start prowling the stacks again. Lotta ribs in an SG-38 and every time you take it out you can count on them kids busting a few. But by the time the thing is mostly patches the new set of wings will be ready, along with a new crop of kids.
The Smilin' Jacks don't know what they're missing :-)
-R.S.Hoover
(*) - - Trees are round. With a pocket loupe and your 6" machinist's scale you can measure the chord across the arc of the annular rings of a fine-grained scantling with a fair degree of accuracy. With that, you can calculate the diameter of the tree at that point. Do it enough times, just looking at the piece will give you a good idea of its diameter.
Sunday, November 19, 2006
Turning On The Light
Everyone's born with a light bulb hanging in the air over their heads, just like in the cartoons. Except it's not on. That's our normal state, fumbling our way through life mostly in the dark. What turns on the bulb is knowledge -- the stuff you know. Not money. You can spend a ton of money and a lot of years for a fancy diploma and still be a pretty dim bulb. And not the stuff you THINK you know. While Conventional Wisdom is usually based on a kernal of truth, CW itself is usually dead wrong, even though everyone thinks otherwise.
Kid about ten wearing a wrist-watch with more dials than a steam locomotive, probably to convince someone he's worth kidnapping. Little girl orbiting around him like a tearful moth because the catfish ate Nemo. Abandoned in the office to wait for... something. Wandered into the hangar because it belongs to his dad, which means it's okay to pester the hired help.
No, I'm not Santa Claus. To her. Probably because of the beard.
Santa's hangar is north of here and his beard is all white and he's a lot nicer than I am. Older too. Of course I know him; we were in 'nam together. And the catfish didn't really eat Nemo, it's just a game fish play. Why? Because they get bored of being in that tank all the time. How can they breath under water? Because they don't know it's water; they think it's just thick air. Can you see the air? Well, you're swimming in it right now, just like the fish in the tank in the office. This whole hangar is filled with air but you can't see it. And you have to hold on to your brother's hand because I don't want him to get lost.
Air weighs fourteen point seven pounds per square inch. From him, a bit miffed because she had now latched onto his hand.
Yeah, but that's only for a square inch. To make an airplane fly you gotta know how much it weighs by the square foot. Which doesn't shut him up as long as I'd hoped. In less than a minute he says, two thousand one hundred and sixteen pounds per square foot, sounding a bit surprised. He probably figured it out on that watch of his.
That's right, I tell him. Which is more than this airplane weighs. Or would, if it had an engine and fuel and plex in the windows and stuff like that. Air is heavy stuff. More than a ton per square foot and here we are swimming around in it.
But it's... equal, he sez, struggling a bit, although the bulb is starting to glow.
Yeah. Like the fish. So all you gotta do is make it unequal and the plane will fly.
Lift... he starts to chant something else he's memorized without understanding but I shut him up with a wave of my hand. Lift is just the name we give to the amount of the inequality; the difference in pressure.
Lost him.
Basic PA-28, wings got about a hundred and sixty square feet and the plane weighs about a ton, all up. Lift has to equal the weight, I hint. The little fart shakes off his sister, whips out a calculator and starts punching the buttons! And here I thought he was doing it in his head.
He comes up with number that sounds about right -- so many pounds per square foot.
"Now you can do the square inch thing," I tell him. He eventually comes up with a figure that I convert to ounces. It's meaningless to him. I hand him my pouch of Prince Albert. "About that much and we can fly." He weighs it in his hand. The bulb is lighting up the whole hangar.
"If we move the wing fast enough..." he sez.
We...
If we move the wing through the air fast enough to create a mere ounce and a half difference in pressure for each square inch the lift will exceed the weight and that's called 'flying.'
A woman calls out from the door to the office and the little girl drags her brother away, his bulb glowing brightly. The little girl abandons him before they get there, runs ahead saying, "He knows SANTA CLAUS!"
No wave good-bye. No word of thanks. But the 'we' says the brotherhood of airman had just increased by one.
-R.S.Hoover
Kid about ten wearing a wrist-watch with more dials than a steam locomotive, probably to convince someone he's worth kidnapping. Little girl orbiting around him like a tearful moth because the catfish ate Nemo. Abandoned in the office to wait for... something. Wandered into the hangar because it belongs to his dad, which means it's okay to pester the hired help.
No, I'm not Santa Claus. To her. Probably because of the beard.
Santa's hangar is north of here and his beard is all white and he's a lot nicer than I am. Older too. Of course I know him; we were in 'nam together. And the catfish didn't really eat Nemo, it's just a game fish play. Why? Because they get bored of being in that tank all the time. How can they breath under water? Because they don't know it's water; they think it's just thick air. Can you see the air? Well, you're swimming in it right now, just like the fish in the tank in the office. This whole hangar is filled with air but you can't see it. And you have to hold on to your brother's hand because I don't want him to get lost.
Air weighs fourteen point seven pounds per square inch. From him, a bit miffed because she had now latched onto his hand.
Yeah, but that's only for a square inch. To make an airplane fly you gotta know how much it weighs by the square foot. Which doesn't shut him up as long as I'd hoped. In less than a minute he says, two thousand one hundred and sixteen pounds per square foot, sounding a bit surprised. He probably figured it out on that watch of his.
That's right, I tell him. Which is more than this airplane weighs. Or would, if it had an engine and fuel and plex in the windows and stuff like that. Air is heavy stuff. More than a ton per square foot and here we are swimming around in it.
But it's... equal, he sez, struggling a bit, although the bulb is starting to glow.
Yeah. Like the fish. So all you gotta do is make it unequal and the plane will fly.
Lift... he starts to chant something else he's memorized without understanding but I shut him up with a wave of my hand. Lift is just the name we give to the amount of the inequality; the difference in pressure.
Lost him.
Basic PA-28, wings got about a hundred and sixty square feet and the plane weighs about a ton, all up. Lift has to equal the weight, I hint. The little fart shakes off his sister, whips out a calculator and starts punching the buttons! And here I thought he was doing it in his head.
He comes up with number that sounds about right -- so many pounds per square foot.
"Now you can do the square inch thing," I tell him. He eventually comes up with a figure that I convert to ounces. It's meaningless to him. I hand him my pouch of Prince Albert. "About that much and we can fly." He weighs it in his hand. The bulb is lighting up the whole hangar.
"If we move the wing fast enough..." he sez.
We...
If we move the wing through the air fast enough to create a mere ounce and a half difference in pressure for each square inch the lift will exceed the weight and that's called 'flying.'
A woman calls out from the door to the office and the little girl drags her brother away, his bulb glowing brightly. The little girl abandons him before they get there, runs ahead saying, "He knows SANTA CLAUS!"
No wave good-bye. No word of thanks. But the 'we' says the brotherhood of airman had just increased by one.
-R.S.Hoover
Flying On The Cheap - Door Skins
A 'door skin' is a 3' x 7' sheet of 1/8" Luan plywood. It differs from a regular four-by-eight sheet of eighth-inch luan ply because door skins are usually fabricated using waterproof glue.
The simple test for waterproof glue is to boil a sample of the plywood. The regular stuff comes apart almost as soon as you drop the coupons in the water whereas the waterproof stuff can be boiled and dried several times before it starts coming apart.
Door skins tend to cost about 10% more than the regular stuff, partly because of the different glue but also because each sheet will have one perfect face. Typical example of the cost difference (as of 18 March 2006) is $6.98 for a doorskin (ie, 21 square feet) vs $9.79 for a 4x8 sheet of 1/8" luan (ie, 32 square feet). (Dixieline Lumber, Escondido, California)
The box stores tend to not carry door skins; most of their clerks won't even know what you're talking about but will try very hard to sell you whatever they do happen to carry.
Door skins have flown in Fly Babys, Volksplanes and a number of similar designs, albeit without benefit of clergy. When properly glued, carefully varnished and religiously maintained, the common door skin has proven to be a trust-worthy material for those of us who are flying on the cheap.
-R.S.Hoover
The simple test for waterproof glue is to boil a sample of the plywood. The regular stuff comes apart almost as soon as you drop the coupons in the water whereas the waterproof stuff can be boiled and dried several times before it starts coming apart.
Door skins tend to cost about 10% more than the regular stuff, partly because of the different glue but also because each sheet will have one perfect face. Typical example of the cost difference (as of 18 March 2006) is $6.98 for a doorskin (ie, 21 square feet) vs $9.79 for a 4x8 sheet of 1/8" luan (ie, 32 square feet). (Dixieline Lumber, Escondido, California)
The box stores tend to not carry door skins; most of their clerks won't even know what you're talking about but will try very hard to sell you whatever they do happen to carry.
Door skins have flown in Fly Babys, Volksplanes and a number of similar designs, albeit without benefit of clergy. When properly glued, carefully varnished and religiously maintained, the common door skin has proven to be a trust-worthy material for those of us who are flying on the cheap.
-R.S.Hoover
Pushrod Tubes and Cooling
It's hard to get excited about push-rod tubes, those eight accordion-pleated pipes lurking under the cylinders. They form an oil-tight (we hope!) conduit between the valve gallery and the crankcase, allowing multiple return paths for the oil pumped out to the rockers through the push-rods.
At overhaul time it's best to use new push-rod tubes since the bellows portion on either makes them especially difficult to clean. Not the outside; they clean up a treat after an overnight soak in carb cleaner. It's those deep folds on the inside that can't be cleaned. And who knows what kind of crap may be lurking in them? Best to start with new ones; they cost about a buck each, cheap insurance.
But whatever you do, don't even think of using two-part push-rod tubes. They will make your engine run hot.
Eh? The push-rod tubes create heat?
No, they don't create it, but the stock tubes are wizards at getting rid of it! Given a thin coat of flat black paint to preserve them and lower their thermal resistance, your eight push-rod tubes serve as eight auxiliary oil coolers. Thanks to the surface-area of the bellows sections and the fact the push-rod tubes are constantly bathed in a film of hot oil from the heads, they do a dandy job of coupling heat to the air that flows over them. And that function works in both directions, too.
Heat always flows 'downhill.' If you put a hot thing next to a cold thing, the cold thing absorbs the heat while the hot thing loses it until they achieve equilibrium. Even if the difference is only a degree or two, the heat flows toward the cooler part.
Since the push-rod tubes are bathed in the flow of air that has just passed over the cylinders, the air is hot. But not as hot as the oil coming from the valve gallery. The cylinder head is the second-hottest part of your engine (the exhaust valves and stacks are first) and the oil in the valve galleries is typically a hundred degrees or more above the oil temperature in the sump. (Fahrenheit scale used here.) But that short trip down the push-rod tubes is sufficient to suck a lot of the heat away, thanks to the slightly cooler air coming off the cylinders and the generous surface area of the push-rod tubes.
And that function works in both directions, too. (I wonder why I keep saying that...)
When you start your engine the push-rod tubes serve to absorb heat. The air coming from around the cylinders is hotter than the tubes -- and hotter than the oil in them. The design and location of the push-rod tubes helps the engine warm up quickly and reach a dimensionally stable temperature which greatly reduces the wear factor on pistons and rings.
If you replace your stock push-rod tubes with those trick two- part anodized aluminum jobbies so beloved of show-car freaks, you've just thrown away one of the more subtle gems of the VW engine design. And provided ample evidence your engine is for Show rather than Go. And chromed push-rod tubes are even worse than the aluminum jobbies.
Adjustable push-rod tubes have their place; everyone should carry one in their kit of spares, just as we carry a spare fan belt, throttle wire and so forth. If a rock gets around your skid plate and dings a tube, you're out of the race. But with a two- piece push-rod tube in your kit you need only pop the cover, pull the rocker shaft, slide out the push-rod (praying it isn't bent too badly) yank off the damaged tube, replace it with the adjustable tube and you're back in action. Very handy thing to have -- when you need one.
But seeing chrome push-rod tubes, or those colorful aluminum jobbies, on an engine does serve a useful purpose: It tells you to stay the hell away from whoever built the engine for they know not whereof they speak.
-Bob Hoover
At overhaul time it's best to use new push-rod tubes since the bellows portion on either makes them especially difficult to clean. Not the outside; they clean up a treat after an overnight soak in carb cleaner. It's those deep folds on the inside that can't be cleaned. And who knows what kind of crap may be lurking in them? Best to start with new ones; they cost about a buck each, cheap insurance.
But whatever you do, don't even think of using two-part push-rod tubes. They will make your engine run hot.
Eh? The push-rod tubes create heat?
No, they don't create it, but the stock tubes are wizards at getting rid of it! Given a thin coat of flat black paint to preserve them and lower their thermal resistance, your eight push-rod tubes serve as eight auxiliary oil coolers. Thanks to the surface-area of the bellows sections and the fact the push-rod tubes are constantly bathed in a film of hot oil from the heads, they do a dandy job of coupling heat to the air that flows over them. And that function works in both directions, too.
Heat always flows 'downhill.' If you put a hot thing next to a cold thing, the cold thing absorbs the heat while the hot thing loses it until they achieve equilibrium. Even if the difference is only a degree or two, the heat flows toward the cooler part.
Since the push-rod tubes are bathed in the flow of air that has just passed over the cylinders, the air is hot. But not as hot as the oil coming from the valve gallery. The cylinder head is the second-hottest part of your engine (the exhaust valves and stacks are first) and the oil in the valve galleries is typically a hundred degrees or more above the oil temperature in the sump. (Fahrenheit scale used here.) But that short trip down the push-rod tubes is sufficient to suck a lot of the heat away, thanks to the slightly cooler air coming off the cylinders and the generous surface area of the push-rod tubes.
And that function works in both directions, too. (I wonder why I keep saying that...)
When you start your engine the push-rod tubes serve to absorb heat. The air coming from around the cylinders is hotter than the tubes -- and hotter than the oil in them. The design and location of the push-rod tubes helps the engine warm up quickly and reach a dimensionally stable temperature which greatly reduces the wear factor on pistons and rings.
If you replace your stock push-rod tubes with those trick two- part anodized aluminum jobbies so beloved of show-car freaks, you've just thrown away one of the more subtle gems of the VW engine design. And provided ample evidence your engine is for Show rather than Go. And chromed push-rod tubes are even worse than the aluminum jobbies.
Adjustable push-rod tubes have their place; everyone should carry one in their kit of spares, just as we carry a spare fan belt, throttle wire and so forth. If a rock gets around your skid plate and dings a tube, you're out of the race. But with a two- piece push-rod tube in your kit you need only pop the cover, pull the rocker shaft, slide out the push-rod (praying it isn't bent too badly) yank off the damaged tube, replace it with the adjustable tube and you're back in action. Very handy thing to have -- when you need one.
But seeing chrome push-rod tubes, or those colorful aluminum jobbies, on an engine does serve a useful purpose: It tells you to stay the hell away from whoever built the engine for they know not whereof they speak.
-Bob Hoover
Welding
Give a skilled weldor a source of sufficient heat and he will marry metal. The Greeks were doing intricate bronze work before the birth of Christ and significant quantities of high quality steel was being produced in India not too many years after that Event. By the 1300's European armorers had developed welding techniques that are the equal of the most competent of today's metal workers. Your Volkswagen is a rolling monument to all the metal workers who have gone before.
To maintain your Volkswagen you may have to join the historic ranks of the metal-working clan. From time to time it will be necessary to replace certain brackets and supports that fail due to stress or wear. If your VW has been attacked by rust, often times the most practical repair is to cut away the rusted part and replace it. At other times your bug or bus may suffer collision damage, the repair of which will require you to beat out the dents and weld any tears, or even to replace the damaged part entirely. There are many shops that specialize in this form of repair but the fundamental steps are fairly simple, easily mastered by anyone; strength is not a factor when dealing with metal, so long as sufficient heat is available.
The basic welding tool is the oxy-acetylene torch, commonly called a 'gas' rig. It consists of steel flasks of oxygen and acetylene gas, a suitable cart to move them about and keep them from tipping over, regulators to reduce the high pressure gases and control their low pressure flow to the torch, and the hoses linking the torch to the regulator. You'll need a flint striker to light the flame and dark goggles to keep from being blinded by the glare of molten steel. Leather gloves and apron will help keep you from setting yourself on fire, as well as sturdy boots and a handy fire extinguisher.
The best place to find a gas rig is in the newspaper; buy a used rig. Take the torch and regulators to a shop that handles the brand you've bought and obtain any needed repair parts. Then sign up for a basic welding class at a local school, or prevail upon a friend who welds to show you the ropes; your first project can be your welding cart.
Ideally, welding and the many safety-related rituals that must accompany it are the sort of thing best passed from father to son over a period of years but more formalized methods are widely available. One thing you don't want to do is try going it alone; gas-welding is pretty much a self-regulating procedure; if you do something wrong, it can kill you.
Like so much of mankind's store of knowledge, gas-welding can only be mastered by practical experience; no one has ever read a book, lit his torch for the first time and produced a perfect weld. Thor won't allow it.
Most of us start with a formal course then concentrate on the specific type of welding we plan to do, gaining proficiency through hands-on experience. How long this takes depends entirely on you, but be assured it is a skill that any one can master, and fairly quickly, too. During World War II thousands of American housewifes became weldors, often with as little as five days training. And like riding a bicycle, welding is a senso-kinetic skill involving 'muscle memory,' once learned, it's never forgotten; there is a certain magic in the inner cone of an acetylene flame.
A skillful gas weldor can weld steel or aluminum with equal ease using nothing more complex than the basic oxy-acetylene rig. Given a torch that is big enough (or small enough), the skillful weldor can tackle thick structural shapes or fragile sheet metal with equal confidence. But for general automotive maintenance and restoration there are some tasks best done with the least amount of heat. For those welds you will want to use a modern Metal-Inert Gas rig.
MIG welding is a form of electric arc welding and at first glance appears totally alien to your gas welding experience. But once the arc is struck -- and miggers maintain the arc automatically - - you find the 'feel' is the same; you're dealing with molten metal, just as you were with your gas rig. It's different -- much faster -- yet it's the same; you may successfully transfer the bulk of your gas-welding skills to MIG welding.
MIG welding equipment is too new for many rigs to appear in the want-ads. They show up now and then but anything not a total wreck is immediately snapped up. Your exposure to gas welding will have put you in contact with welding equipment suppliers. Here in the States, Hobart and Lincoln are two of the most common names but MIG equipment is also available from mail-order outfits such as Harbor Freight, Sears and J.C.Whitney.
The modern MIG welding machine uses an electronically switched power supply. It still contains a husky transformer but the electronic circuitry allows it to work happily from your normal household mains, unlike older arc-welding equipment that used brute force instead of solid-state wizardry.
Since MIG is a form of arc welding its proper name is Gas Metal Arc Welding, or GMAW. The key-word here is 'gas.' You can also use most miggers without inert gas (I don't recommend it), in which case you'll need to feed it a special (and expensive) flux- cored welding wire. This process is properly called Flux-cored Arc Welding or FCAW. I mention these tags because they are internationally recognized and many MIG machines are imported. If you read the fine print you may discover that what is advertised as a MIG machine is in fact limited to FCAW operation, lacking the control valve and other features that allow it to use inert gas shielding. This is the case with the inexpensive rigs offered by Harbor Freight and J. C. Whitney. In my shop I have gas, arc, TIG and MIG welding capability but for most work I use a little Hobart MIG welder, their Model 120. It cost about $600 a few years ago but has since come down in price. It weighs 30 kilos (67 pounds) and operates on 120 volts AC, drawing a maximum of about 20 amps. I've used it for welding steel from .035" up to half an inch, and for some aluminum work; it will repair a broken fin on a VW cylinder head but is a bit small for general head rebuilding (that is, performing deep, high-volume weldments in cast aluminum, such as repairing a crack between the valve seats; high-amperage TIG is the best choice there).
The little migger is a marvelously handy tool. We've thrown it in the back of the truck with a 1500 watt generator and bounced seventy miles into the boondocks to repair a ranch gate with no more effort than that spent loading the equipment. To do the same with arc or gas meant mounting a major expedition.
A mixture of carbon dioxide and argon works best when welding steel; a 53 cubic foot bottle of mixed-gas costs about $20 and provides several hours of welding time. I use straight argon for aluminum. I'm still working my way up to doing stainless steel with the migger. For different metals you will need different welding wire, which also comes in a variety of sizes. You will also need ready access to the various consumables, such as gas, torch-tips and the like. When you buy a Lincoln or Hobart rig you are buying-in to their reputation for dependable, long-term customer support. It's hard to quantify customer support in dollar terms but without it your equipment is virtually useless; paying a lesser price for an imported migger is often a case of penny-wise but pound-foolish.
Once you gain experience (either arc or mig) 'nodding' down your helmet the instant before you strike the arc becomes automatic. But until you acquire that skill you'll find yourself striking the arc over here when you meant to weld over there. A piece of equipment that every novice weldor should own is, alas too expensive for most of us. It is the so-called 'Clear View' welding helmet. It uses an electronic circuit to darken the viewing window when the arc is struck. This happens faster than your eye can react; you never see the flash. One instant you're looking at the work, the next you are seeing a comfortable view of the arc and the pool of molten metal. The Clear-View helmet is an elegant, albeit expensive, solution; it will make you a better weldor. (I'm still nodding my helmet down... and occasionally welding my ground-clamp to the vise.)
Sermonette
This information is intended to provide an over-view of what may be a new subject for many VW owners. Autobody work is the major expense of any restoration. Time spent learning to weld, and the cost of buying your own equipment, is often the only practical means for many of us to accomplish a restoration. But welding, like spray-painting, presents a host of hazards, many of which are potentially fatal. Mastery of these skills is extremely rewarding and I hope you will at least look into acquiring them. But please do so with thoughtful caution.
-Bob Hoover
To maintain your Volkswagen you may have to join the historic ranks of the metal-working clan. From time to time it will be necessary to replace certain brackets and supports that fail due to stress or wear. If your VW has been attacked by rust, often times the most practical repair is to cut away the rusted part and replace it. At other times your bug or bus may suffer collision damage, the repair of which will require you to beat out the dents and weld any tears, or even to replace the damaged part entirely. There are many shops that specialize in this form of repair but the fundamental steps are fairly simple, easily mastered by anyone; strength is not a factor when dealing with metal, so long as sufficient heat is available.
The basic welding tool is the oxy-acetylene torch, commonly called a 'gas' rig. It consists of steel flasks of oxygen and acetylene gas, a suitable cart to move them about and keep them from tipping over, regulators to reduce the high pressure gases and control their low pressure flow to the torch, and the hoses linking the torch to the regulator. You'll need a flint striker to light the flame and dark goggles to keep from being blinded by the glare of molten steel. Leather gloves and apron will help keep you from setting yourself on fire, as well as sturdy boots and a handy fire extinguisher.
The best place to find a gas rig is in the newspaper; buy a used rig. Take the torch and regulators to a shop that handles the brand you've bought and obtain any needed repair parts. Then sign up for a basic welding class at a local school, or prevail upon a friend who welds to show you the ropes; your first project can be your welding cart.
Ideally, welding and the many safety-related rituals that must accompany it are the sort of thing best passed from father to son over a period of years but more formalized methods are widely available. One thing you don't want to do is try going it alone; gas-welding is pretty much a self-regulating procedure; if you do something wrong, it can kill you.
Like so much of mankind's store of knowledge, gas-welding can only be mastered by practical experience; no one has ever read a book, lit his torch for the first time and produced a perfect weld. Thor won't allow it.
Most of us start with a formal course then concentrate on the specific type of welding we plan to do, gaining proficiency through hands-on experience. How long this takes depends entirely on you, but be assured it is a skill that any one can master, and fairly quickly, too. During World War II thousands of American housewifes became weldors, often with as little as five days training. And like riding a bicycle, welding is a senso-kinetic skill involving 'muscle memory,' once learned, it's never forgotten; there is a certain magic in the inner cone of an acetylene flame.
A skillful gas weldor can weld steel or aluminum with equal ease using nothing more complex than the basic oxy-acetylene rig. Given a torch that is big enough (or small enough), the skillful weldor can tackle thick structural shapes or fragile sheet metal with equal confidence. But for general automotive maintenance and restoration there are some tasks best done with the least amount of heat. For those welds you will want to use a modern Metal-Inert Gas rig.
MIG welding is a form of electric arc welding and at first glance appears totally alien to your gas welding experience. But once the arc is struck -- and miggers maintain the arc automatically - - you find the 'feel' is the same; you're dealing with molten metal, just as you were with your gas rig. It's different -- much faster -- yet it's the same; you may successfully transfer the bulk of your gas-welding skills to MIG welding.
MIG welding equipment is too new for many rigs to appear in the want-ads. They show up now and then but anything not a total wreck is immediately snapped up. Your exposure to gas welding will have put you in contact with welding equipment suppliers. Here in the States, Hobart and Lincoln are two of the most common names but MIG equipment is also available from mail-order outfits such as Harbor Freight, Sears and J.C.Whitney.
The modern MIG welding machine uses an electronically switched power supply. It still contains a husky transformer but the electronic circuitry allows it to work happily from your normal household mains, unlike older arc-welding equipment that used brute force instead of solid-state wizardry.
Since MIG is a form of arc welding its proper name is Gas Metal Arc Welding, or GMAW. The key-word here is 'gas.' You can also use most miggers without inert gas (I don't recommend it), in which case you'll need to feed it a special (and expensive) flux- cored welding wire. This process is properly called Flux-cored Arc Welding or FCAW. I mention these tags because they are internationally recognized and many MIG machines are imported. If you read the fine print you may discover that what is advertised as a MIG machine is in fact limited to FCAW operation, lacking the control valve and other features that allow it to use inert gas shielding. This is the case with the inexpensive rigs offered by Harbor Freight and J. C. Whitney. In my shop I have gas, arc, TIG and MIG welding capability but for most work I use a little Hobart MIG welder, their Model 120. It cost about $600 a few years ago but has since come down in price. It weighs 30 kilos (67 pounds) and operates on 120 volts AC, drawing a maximum of about 20 amps. I've used it for welding steel from .035" up to half an inch, and for some aluminum work; it will repair a broken fin on a VW cylinder head but is a bit small for general head rebuilding (that is, performing deep, high-volume weldments in cast aluminum, such as repairing a crack between the valve seats; high-amperage TIG is the best choice there).
The little migger is a marvelously handy tool. We've thrown it in the back of the truck with a 1500 watt generator and bounced seventy miles into the boondocks to repair a ranch gate with no more effort than that spent loading the equipment. To do the same with arc or gas meant mounting a major expedition.
A mixture of carbon dioxide and argon works best when welding steel; a 53 cubic foot bottle of mixed-gas costs about $20 and provides several hours of welding time. I use straight argon for aluminum. I'm still working my way up to doing stainless steel with the migger. For different metals you will need different welding wire, which also comes in a variety of sizes. You will also need ready access to the various consumables, such as gas, torch-tips and the like. When you buy a Lincoln or Hobart rig you are buying-in to their reputation for dependable, long-term customer support. It's hard to quantify customer support in dollar terms but without it your equipment is virtually useless; paying a lesser price for an imported migger is often a case of penny-wise but pound-foolish.
Once you gain experience (either arc or mig) 'nodding' down your helmet the instant before you strike the arc becomes automatic. But until you acquire that skill you'll find yourself striking the arc over here when you meant to weld over there. A piece of equipment that every novice weldor should own is, alas too expensive for most of us. It is the so-called 'Clear View' welding helmet. It uses an electronic circuit to darken the viewing window when the arc is struck. This happens faster than your eye can react; you never see the flash. One instant you're looking at the work, the next you are seeing a comfortable view of the arc and the pool of molten metal. The Clear-View helmet is an elegant, albeit expensive, solution; it will make you a better weldor. (I'm still nodding my helmet down... and occasionally welding my ground-clamp to the vise.)
Sermonette
This information is intended to provide an over-view of what may be a new subject for many VW owners. Autobody work is the major expense of any restoration. Time spent learning to weld, and the cost of buying your own equipment, is often the only practical means for many of us to accomplish a restoration. But welding, like spray-painting, presents a host of hazards, many of which are potentially fatal. Mastery of these skills is extremely rewarding and I hope you will at least look into acquiring them. But please do so with thoughtful caution.
-Bob Hoover
Wiggle-Wiggle
Fella comes by the shop, got his heads in his hands. "Any good?" he asks.
I've known him twenty, thirty years. He's putting together a VW-powered trike with his grandson. Kid don't know squat about engines but his welding is to die for. Break a razor blade, he can weld it back up, good as new. Mebbe better. But as an engine builder he'd make a good... weldor, I guess.
So his grand-dad, the fella I know, has been bringing parts by. "Any good?" I take a look, tell him yes or no. When I say no, he scrounges up another part, brings it by. Process of elimination. He's rounded up just about all the parts he needs to build a good engine, picking up pieces here & there. So far, he's only out of pocket about fifty bucks for bearings and a gasket set.
I put the heads on the bench, turn on the big light, check them for cracks. Single-port heads, -373A's, prolly the most common - and the best - single-ports VW made. Takes bigger valves than the single-ports used on the 1300cc engine.
Studs are okay. One head has been out in the weather, steel parts are kinda rusty. Chase a couple of studs - the rust is just surface stuff, should clean up okay. Seats are okay. They need to be stoned but there's plenty of metal, no signs of loosening. Need to be heated up to check them right, though.
Dig around, find the bristle brush most folks think is for cleaning the pump in a percolator-type coffee pot. Nah! It's a Valve Guide Brush. Give the guides a shot of WD-40, scrub them good. Nylon brush doesn't hurt bronze. Put a piece of white paper on the bench, peer down each guide looking for scratches. Okay.
Dig around in the drawer, find a new valve, mike it just to be sure. New. Poke it down the valve guides, one by one. Wiggle-wiggle. Wiggle-wiggle some more.
One head, all four guides are shot. On the other, the exhausts are bad but the intakes are okay.
"How do you do that?" he asks.
I show him. Wiggle-wiggle.
"What'd you do?"
I show him again. Little wiggle on the good intakes, lotta wiggle on the bad exhausts. He kinda looks at me. "That's all it takes?" he asks.
"That and forty years," I grin, showing off.
I dig out a new valve guide, give it to him, hand him the new valve. "Poke it in there," I tell him. He pokes it.
"Now wiggle it." He wiggles it, shrugs, does it again.
Wiggle-wiggle.
"Now try that one," I point to one of the bad exhaust guides. He slides the valve in, wiggles it. His eyes open up a little, go kinda round.
"Big difference," he sez.
"Yeah, on that one. Try this one," pointing him toward the good intake guide.
"This one's... okay?"
"It's bit loose toward the chamber but you can use it."
He plays with the heads, going wiggle-wiggle.
"Not that way," I warn him when he tries wiggling the valve side-ways. "Rocker pushes the valve just one way. Use a bore-gauge, it'll say the guide is okay in the middle or side to side. But it's all ovaled out on the ends, doesn't hold the valve straight, can't soak up the heat the way it should. Shoulda been using swivel-feet."
"Why's that?"
"They spread the load on the end of the valve stem, reduce the side-loading. Guides don't wear out nearly so fast if you're running swivel feet." He asks how much they cost, where to get them. I've a hunch the boy's engine will have a set when it comes alive.
He wiggles some more. Up & down then side to side. Wiggle-wiggle. "I think... Yeah! I can feel the difference."
Anybody can if they wiggle enough. But it's new to him, potentially useful. I can see him storing it away in his mind like a newspaper headline 'Old Dog Learns New Trick!' "So... can I replace the guides?"
"If you got the tools." I show him a core drill and the drift and the driver and the wooden jigs for holding the heads and top it off by unlocking my machinist's tool box and showing him the reamer, all shiny and new-looking in its soft plastic tube. The reamer is more than twenty years old, still cuts true. He looks at all the stuff and his eyes go kinda flat. Too much information for him to handle all at once. So I do it a step at a time, remembering to include the weldor's gloves for handling the heads when they come out of the oven and the three different stones for dressing the seats and the tool that holds the stones and how long you gotta heat the heads and stuff like that.. He nods as I explain why it's bad to just blast the guides outta there cold and why the seats should have three angles and the importance of getting the stems the same length and about a thousand other things.
When I finish he heaves a big sigh, asks where he can get it done. I give him the name of a shop, "But you probably can't afford it." They do racing heads. The other automotive machine shops just do repair work, good enough for most folks but not the sort of thing a grandfather wants for his grandson's trike.
"I don't suppose you'd be interested... "
Thanksgiving is tomorrow. We got folks coming and I'm in pie-making mode. But he's probably got folks coming himself. And just as many chores as me. Friends are a lifetime sorta thing and VW heads aren't. But both need a bit of help now and then. So we settle on a price - he's got a chain-saw and I've got a wood-burning stove -- we shake on it and I see him off down the drive.
-R.S. Hoover
-25 November 1998
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
The Wiggle Test applies to all engines with poppet-type valves. The factory service manual for your particular engine usually provides a detailed procedure that allows you to determine the radial clearance of your valve guides by measuring the ‘wiggle’ with a dial indicator.
The exhaust valves are the VW’s weak link. Most flying VW’s will fail the wiggle test somewhere around 200 hours (about the same as the Continental A40). But some drop out of spec in as little as ten hours (!) while others soldier on for 400 hours or more. Why? Mostly because of cooling, or rather the lack of it in the case of short-lived valves. Loading, rpm and mixture play a roll but the gross symptom is accelerated valve guide wear and the most apparent cause is inadequate cooling.
Fortunately, replacing the valve guides in a VW head is a simple procedure. The old guide is cored out, the head is heated and the cored guide is driven out. The head is then re-heated to about 350 degrees Fahrenheit, the new guides are chilled to about -100 degrees Fahrenheit and pressed into the head, resulting in a shrink-fit. Chilling the parts is easily done by soaking them in a slurry of dry ice and sulphur dioxide, or in liquid propane.
Most VW shops don’t bother with such niceties. Instead, they use a pneumatic hammer to drive in the new guides at room temperature, resulting in a lot of split heads and loose guides. Which isn’t much of a problem in a dune buggy but can be bothersome when you’re half way to Catalina :-)
- - - - - - - - - - - - - - - - - - - - - - -
I’ve reposted this message to the RAH newsgroup because a lot of homebuilts use the VW engine - or at least, VW heads and crankcases - and some of those pilots have reported dangerously short-lived exhaust valves. This lead to the discovery that some engine builders are not providing ANY cooling for the exhaust port and the exhaust valve guide. This is the second hottest part of the VW engine (only the exhaust stacks are hotter) and Volkswagen devoted considerable attention to insure this area receives the lion’s share of cooling air delivered to the heads.
Flying behind (or in front of) a VW? Getting less than 100 hours from your exhaust valves? If so, perhaps it’s time you audited your engine’s cooling system.
-------------------------------------------------------------------------------
18 November 2006
I've posted drawings & photos of a DIY wiggle-tester in the HVX files. See the archives of the AirVW Group on Yahoo for how to gain access to the information.
-rsh
I've known him twenty, thirty years. He's putting together a VW-powered trike with his grandson. Kid don't know squat about engines but his welding is to die for. Break a razor blade, he can weld it back up, good as new. Mebbe better. But as an engine builder he'd make a good... weldor, I guess.
So his grand-dad, the fella I know, has been bringing parts by. "Any good?" I take a look, tell him yes or no. When I say no, he scrounges up another part, brings it by. Process of elimination. He's rounded up just about all the parts he needs to build a good engine, picking up pieces here & there. So far, he's only out of pocket about fifty bucks for bearings and a gasket set.
I put the heads on the bench, turn on the big light, check them for cracks. Single-port heads, -373A's, prolly the most common - and the best - single-ports VW made. Takes bigger valves than the single-ports used on the 1300cc engine.
Studs are okay. One head has been out in the weather, steel parts are kinda rusty. Chase a couple of studs - the rust is just surface stuff, should clean up okay. Seats are okay. They need to be stoned but there's plenty of metal, no signs of loosening. Need to be heated up to check them right, though.
Dig around, find the bristle brush most folks think is for cleaning the pump in a percolator-type coffee pot. Nah! It's a Valve Guide Brush. Give the guides a shot of WD-40, scrub them good. Nylon brush doesn't hurt bronze. Put a piece of white paper on the bench, peer down each guide looking for scratches. Okay.
Dig around in the drawer, find a new valve, mike it just to be sure. New. Poke it down the valve guides, one by one. Wiggle-wiggle. Wiggle-wiggle some more.
One head, all four guides are shot. On the other, the exhausts are bad but the intakes are okay.
"How do you do that?" he asks.
I show him. Wiggle-wiggle.
"What'd you do?"
I show him again. Little wiggle on the good intakes, lotta wiggle on the bad exhausts. He kinda looks at me. "That's all it takes?" he asks.
"That and forty years," I grin, showing off.
I dig out a new valve guide, give it to him, hand him the new valve. "Poke it in there," I tell him. He pokes it.
"Now wiggle it." He wiggles it, shrugs, does it again.
Wiggle-wiggle.
"Now try that one," I point to one of the bad exhaust guides. He slides the valve in, wiggles it. His eyes open up a little, go kinda round.
"Big difference," he sez.
"Yeah, on that one. Try this one," pointing him toward the good intake guide.
"This one's... okay?"
"It's bit loose toward the chamber but you can use it."
He plays with the heads, going wiggle-wiggle.
"Not that way," I warn him when he tries wiggling the valve side-ways. "Rocker pushes the valve just one way. Use a bore-gauge, it'll say the guide is okay in the middle or side to side. But it's all ovaled out on the ends, doesn't hold the valve straight, can't soak up the heat the way it should. Shoulda been using swivel-feet."
"Why's that?"
"They spread the load on the end of the valve stem, reduce the side-loading. Guides don't wear out nearly so fast if you're running swivel feet." He asks how much they cost, where to get them. I've a hunch the boy's engine will have a set when it comes alive.
He wiggles some more. Up & down then side to side. Wiggle-wiggle. "I think... Yeah! I can feel the difference."
Anybody can if they wiggle enough. But it's new to him, potentially useful. I can see him storing it away in his mind like a newspaper headline 'Old Dog Learns New Trick!' "So... can I replace the guides?"
"If you got the tools." I show him a core drill and the drift and the driver and the wooden jigs for holding the heads and top it off by unlocking my machinist's tool box and showing him the reamer, all shiny and new-looking in its soft plastic tube. The reamer is more than twenty years old, still cuts true. He looks at all the stuff and his eyes go kinda flat. Too much information for him to handle all at once. So I do it a step at a time, remembering to include the weldor's gloves for handling the heads when they come out of the oven and the three different stones for dressing the seats and the tool that holds the stones and how long you gotta heat the heads and stuff like that.. He nods as I explain why it's bad to just blast the guides outta there cold and why the seats should have three angles and the importance of getting the stems the same length and about a thousand other things.
When I finish he heaves a big sigh, asks where he can get it done. I give him the name of a shop, "But you probably can't afford it." They do racing heads. The other automotive machine shops just do repair work, good enough for most folks but not the sort of thing a grandfather wants for his grandson's trike.
"I don't suppose you'd be interested... "
Thanksgiving is tomorrow. We got folks coming and I'm in pie-making mode. But he's probably got folks coming himself. And just as many chores as me. Friends are a lifetime sorta thing and VW heads aren't. But both need a bit of help now and then. So we settle on a price - he's got a chain-saw and I've got a wood-burning stove -- we shake on it and I see him off down the drive.
-R.S. Hoover
-25 November 1998
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
The Wiggle Test applies to all engines with poppet-type valves. The factory service manual for your particular engine usually provides a detailed procedure that allows you to determine the radial clearance of your valve guides by measuring the ‘wiggle’ with a dial indicator.
The exhaust valves are the VW’s weak link. Most flying VW’s will fail the wiggle test somewhere around 200 hours (about the same as the Continental A40). But some drop out of spec in as little as ten hours (!) while others soldier on for 400 hours or more. Why? Mostly because of cooling, or rather the lack of it in the case of short-lived valves. Loading, rpm and mixture play a roll but the gross symptom is accelerated valve guide wear and the most apparent cause is inadequate cooling.
Fortunately, replacing the valve guides in a VW head is a simple procedure. The old guide is cored out, the head is heated and the cored guide is driven out. The head is then re-heated to about 350 degrees Fahrenheit, the new guides are chilled to about -100 degrees Fahrenheit and pressed into the head, resulting in a shrink-fit. Chilling the parts is easily done by soaking them in a slurry of dry ice and sulphur dioxide, or in liquid propane.
Most VW shops don’t bother with such niceties. Instead, they use a pneumatic hammer to drive in the new guides at room temperature, resulting in a lot of split heads and loose guides. Which isn’t much of a problem in a dune buggy but can be bothersome when you’re half way to Catalina :-)
- - - - - - - - - - - - - - - - - - - - - - -
I’ve reposted this message to the RAH newsgroup because a lot of homebuilts use the VW engine - or at least, VW heads and crankcases - and some of those pilots have reported dangerously short-lived exhaust valves. This lead to the discovery that some engine builders are not providing ANY cooling for the exhaust port and the exhaust valve guide. This is the second hottest part of the VW engine (only the exhaust stacks are hotter) and Volkswagen devoted considerable attention to insure this area receives the lion’s share of cooling air delivered to the heads.
Flying behind (or in front of) a VW? Getting less than 100 hours from your exhaust valves? If so, perhaps it’s time you audited your engine’s cooling system.
-------------------------------------------------------------------------------
18 November 2006
I've posted drawings & photos of a DIY wiggle-tester in the HVX files. See the archives of the AirVW Group on Yahoo for how to gain access to the information.
-rsh
The Glowing Letter
I recently received an e-mail containing such glowing words of praise I could not answer it immediately. The writer was a woman, obviously perceptive, no doubt beautiful, young, wealthy and well educated. She had discovered the file of my articles maintained by Richard Kurtz and wrote to praise my wit, wisdom and tenacity in extravagant, but wholly justified, terms. In her eyes I was a cross between Albert Schwitzer, Aristocles and Wrong Way Corrigan, with a dash of Hercules thrown in. The outrageously complimentary letter had me strutting about the shop, shaking back my mane of golden curls with various body parts puffed up, jutted out and generally getting in the way of things.
I’m planning to make the run to Inuvik with the other crazies but recently discovered the astronomical price of gasoline as you climb toward the top of the planet. I’m financing the trip from my mad-money budget and the thought of paying nearly four bucks a gallon for fuel had me sweating bullets as I tried to figure some way around it. The Glowing Letter helped. I applied my wit, wisdom and tenacity to the problem and came up with a design for a pair of saddle tanks I could strap under my 1965 bus that would allow me to travel a thousand miles without refueling, the idea being to do so with a load of low-cost fuel.
I didn’t need 155 pounds of steel for the tanks, which should only weigh about forty pounds each, but when you buy scrap steel you’ve got to take what you can get. Forty-one bucks at two-bits a pound.
Sixteen gauge hotrolled steel sheet is tricky stuff to handle on a windy day and getting it into the roof rack was a real chore. Then I thought of the young woman’s letter and the bit about Hercules. I tossed the steel onto the rack and drove outta there.
When you make stuff out of sheet steel the whole secret is in the design of the welded joints. Being fuel tanks, the design was even more critical. Accordingly, my design incorporated a number of joggles and offsets and overlaps and baffles, all held to very close tolerances.
I didn’t have the shear or the brake or the press needed to make such artistic shapes and none of the local shops were willing to tackle the job, saying my tolerances were too tight and the whole thing overly complex. About the fifth time I heard that I started to get discouraged but I remembered The Glowing Letter and pressed on.
I finally found a shop to shape the steel. They immediately knew what I was trying to do and praised my engineering genius as they stood around watching me hump the steel off the roof rack. (Their insurance didn’t cover manhandling steel.) But once I got the material onto their fork-lift, they took over. Beautiful shop. Their last contract had been some hush-hush stuff for NASA. Unfortunately, their shop rates were still in orbit but since they were the only people who appreciated my design and understood what I wanted, I went ahead and pony’d up the bucks.
That was just the start of it. Having procured and transported the steel, and having had it sheared and folded and joggled and offset, I then had to lug it all home, make up a couple of jigs and get busy with the welding, which was pretty tricky in itself, since 16 ga. likes to warp from the heat. But I kept thinking of The Glowing Letter and finally figured out the proper gaps and angles so the seams drew themselves into perfect alignment as the welding progressed.
Of course, the tanks leaked. I marked the leaks with crayon, ground down the welds, did it over. And over.
After only thirty or forty hours of welding, I had my tanks. Beautiful things and no leaks at all. But testing them for leaks had left a haze of rust on the inside. I had to buy four gallons of sulfuric acid and fill the tanks with water and add the acid and seal them up and roll them over and over and over as the acid etched the interior of the tanks.
It was messy work, and risky, too. I got some of the acid on my boots and ruined them. Perfectly good boots, less than twenty years old and just getting broke in good. Then I thought of the young woman. I wondered if she had large breasts. I decided she probably did. I made a note to buy some new boots, perhaps something a bit more elegant than my sturdy boon-dockers.
Neutralizing the etchant came next, after a half-hour of running-water rinse. To keep the etched metal from rusting, I mixed soluble oil with the neutralizer. When I drained the neutralizing solution the soluble oil clung to the metal. I mixed up two gallons of sloshing compound then discovered I needed a couple of gallons of solvent to strip off the soluble oil before pouring in the sloshing compound that would seal the interior surface of the fuel tanks.
I haven’t mounted them yet. There’s still some tricky bits with the vent lines and the filler neck and the plumbing to the electric transfer pump, for which I’ll need to design a fail-safe circuit so it can’t over-fill the regular fuel tank. But that will have to wait until my budget recovers.
Last night I was going over the bale of notes and receipts amassed while working on the tanks. The numbers seemed kinda high. Depressingly high. I pushed them back into the file and checked the e-mail. There was another message from the young lady. I still hadn’t gotten around to answering her first message and this one was even more complimentary. I read it, all wrapped up in a warm fuzzy glow.
She also mentioned that some blue stuff was dripping from her engine that had her husband totally baffled and which the Volkswagen dealer would only look at for an incredible sum of money.
Blue stuff? Husband? MONEY?
Faintly, far in the distance, I heard the sound of laughter. I snatched up the bundle of fuel-tank notes and ran the figures again. I’d spent over three hundred dollars to save forty bucks. So much for wit and wisdom.
I re-read the woman’s first message. My long blond surfer-god hair vanished, leaving me as bald as before. I read the second message again. By the time I finished, my Herculean physique was hanging over my belt. I fired off a snarling note telling the woman to stuff a sock in it, the only Volkswagen’s I knew anything about were air-cooleds. And I obviously still have a lot to learn.
-Bob Hoover (1995)
I’m planning to make the run to Inuvik with the other crazies but recently discovered the astronomical price of gasoline as you climb toward the top of the planet. I’m financing the trip from my mad-money budget and the thought of paying nearly four bucks a gallon for fuel had me sweating bullets as I tried to figure some way around it. The Glowing Letter helped. I applied my wit, wisdom and tenacity to the problem and came up with a design for a pair of saddle tanks I could strap under my 1965 bus that would allow me to travel a thousand miles without refueling, the idea being to do so with a load of low-cost fuel.
I didn’t need 155 pounds of steel for the tanks, which should only weigh about forty pounds each, but when you buy scrap steel you’ve got to take what you can get. Forty-one bucks at two-bits a pound.
Sixteen gauge hotrolled steel sheet is tricky stuff to handle on a windy day and getting it into the roof rack was a real chore. Then I thought of the young woman’s letter and the bit about Hercules. I tossed the steel onto the rack and drove outta there.
When you make stuff out of sheet steel the whole secret is in the design of the welded joints. Being fuel tanks, the design was even more critical. Accordingly, my design incorporated a number of joggles and offsets and overlaps and baffles, all held to very close tolerances.
I didn’t have the shear or the brake or the press needed to make such artistic shapes and none of the local shops were willing to tackle the job, saying my tolerances were too tight and the whole thing overly complex. About the fifth time I heard that I started to get discouraged but I remembered The Glowing Letter and pressed on.
I finally found a shop to shape the steel. They immediately knew what I was trying to do and praised my engineering genius as they stood around watching me hump the steel off the roof rack. (Their insurance didn’t cover manhandling steel.) But once I got the material onto their fork-lift, they took over. Beautiful shop. Their last contract had been some hush-hush stuff for NASA. Unfortunately, their shop rates were still in orbit but since they were the only people who appreciated my design and understood what I wanted, I went ahead and pony’d up the bucks.
That was just the start of it. Having procured and transported the steel, and having had it sheared and folded and joggled and offset, I then had to lug it all home, make up a couple of jigs and get busy with the welding, which was pretty tricky in itself, since 16 ga. likes to warp from the heat. But I kept thinking of The Glowing Letter and finally figured out the proper gaps and angles so the seams drew themselves into perfect alignment as the welding progressed.
Of course, the tanks leaked. I marked the leaks with crayon, ground down the welds, did it over. And over.
After only thirty or forty hours of welding, I had my tanks. Beautiful things and no leaks at all. But testing them for leaks had left a haze of rust on the inside. I had to buy four gallons of sulfuric acid and fill the tanks with water and add the acid and seal them up and roll them over and over and over as the acid etched the interior of the tanks.
It was messy work, and risky, too. I got some of the acid on my boots and ruined them. Perfectly good boots, less than twenty years old and just getting broke in good. Then I thought of the young woman. I wondered if she had large breasts. I decided she probably did. I made a note to buy some new boots, perhaps something a bit more elegant than my sturdy boon-dockers.
Neutralizing the etchant came next, after a half-hour of running-water rinse. To keep the etched metal from rusting, I mixed soluble oil with the neutralizer. When I drained the neutralizing solution the soluble oil clung to the metal. I mixed up two gallons of sloshing compound then discovered I needed a couple of gallons of solvent to strip off the soluble oil before pouring in the sloshing compound that would seal the interior surface of the fuel tanks.
I haven’t mounted them yet. There’s still some tricky bits with the vent lines and the filler neck and the plumbing to the electric transfer pump, for which I’ll need to design a fail-safe circuit so it can’t over-fill the regular fuel tank. But that will have to wait until my budget recovers.
Last night I was going over the bale of notes and receipts amassed while working on the tanks. The numbers seemed kinda high. Depressingly high. I pushed them back into the file and checked the e-mail. There was another message from the young lady. I still hadn’t gotten around to answering her first message and this one was even more complimentary. I read it, all wrapped up in a warm fuzzy glow.
She also mentioned that some blue stuff was dripping from her engine that had her husband totally baffled and which the Volkswagen dealer would only look at for an incredible sum of money.
Blue stuff? Husband? MONEY?
Faintly, far in the distance, I heard the sound of laughter. I snatched up the bundle of fuel-tank notes and ran the figures again. I’d spent over three hundred dollars to save forty bucks. So much for wit and wisdom.
I re-read the woman’s first message. My long blond surfer-god hair vanished, leaving me as bald as before. I read the second message again. By the time I finished, my Herculean physique was hanging over my belt. I fired off a snarling note telling the woman to stuff a sock in it, the only Volkswagen’s I knew anything about were air-cooleds. And I obviously still have a lot to learn.
-Bob Hoover (1995)
Nude Riveting
Don't.
Yeah, it's hot. If you're like me, when it gets hot you take off your clothes. Mebbe not all of them but some. Okay, that's better. Couple of fans, canvas water bag hanging there in the breeze. I'm chug-gluging about a quart an hour and haven't taken a piss since last Tuesday.
Temperature in the shop pushes past the century mark and even a cotton apron and pair of shorts is too much. The humidity is about 80% and despite the fans going full blast everything I'm wearing is soaked with sweat, my feet squishing in my boots. Heat prostration is a definite possibility and my wife is visiting the grandkids. If I go down, I'm gonna die. Time for a break.
Cool shower helps. Refill the water bag, find a dry apron, transfer my tools and stand there looking at those boots, barely twenty years old and just getting broke in good. Steel-toed boots are part of the Standard Uniform, a habit of safety rewarded by having a full set of fingers and toes, despite having worked with sheetmetal for fifty years. Which I'm not, today. Today I'm riveting. Hand-setting AD3's to secure two little pieces of metal together, ten lefties and ten righties. Then flip them over and install a third piece so as to form a double-wide flange. I've made a pair of jigs to hold the parts for drilling. Drill, cleco, take them apart, deburr, move over to the vise supporting a hand-set. Form the shop-heads with a few well-placed blows from a skinny riveting hammer. Bench-work; no need for steel toes. I find a pair of flip-flops and shuffle out to the shop, just me, the water-bag and a shop apron. Cool.
I finish the lefties, having to re-do only one rivet, and start on the righties. It's about 2 in the afternoon. I'm wearing a headband that's already soaked through, wrist bands to keep the sweat from running down my arms, I've soaked my hands in Machinist's soap and I'm still sweating like a bitch. About then the UPS truck comes roaring up the front drive.
We live on a hill with a nice view of Catalina Island, when the weather is clear. Bought the place in '65, back when poor people could afford to buy a home. Our front drive is something of an obstacle course, narrow, steep and twisty; more than three hundred feet from the mailbox to our gate, guarded by a discrete sign: 'Private Drive. Trespassers will be physically abused by the gardener.' (Doesn't do much good.) We also have a straight, gently sloping back drive, suitable for everything from a transit-mix to a baby stroller. Or a UPS truck, since it can roll right up to the back door of the shop. The fact this one was roaring up the front drive said it was a new driver, so I went out to show him how to find the back drive which will save him a quarter mile and having to turn around.
I didn't know UPS had girl-drivers. Pretty young thing in shorts. Muscular legs. Surfer shoulders. Blonde hair in a pony-tail. Just filling in, she explains. Regular driver will be on tomorrow and thanks me for telling her about the short-cut out the back drive.
Couple of little packages and one big one. She wants to help me carry it but I am craftily keeping my best apron forward, shuffling sideways to lean the big package against the open gate, telling her it will be fine right there as I back away, Buns of Steel artfully concealed.
She climbs back in the truck, does her paperwork, gives me a smile and a little wave. "I like your outfit," she sez as she fires up the engine and roars off up the back drive. My artful dodging has put me in front of the big plate glass window that gives us such a nice view of Catalina. It also makes a pretty good mirror for someone sitting high up in a UPS truck.
Going back to the shop, it was 95 in the shade. I'm almost afraid to look at the thermometer over behind the milling machine but finally do: 108. I finished the ten righties about the same time I emptied the waterbag. I've guzzled two gallons of water and haven't pee'd since Jonah was a Seaman Deuce. It was about three-thirty and the thermometer in the breezeway had inched up to 97, a nice warm day for coastal California. I decided I'd done enough work and took another shower. Fixed myself a drink, smoked a pipe and sat down to write this, after putting on a pair of powder blue boxers. Nude riveting is bad enough; heaven only knows what naked typing might lead to.
-R.S.Hoover
Yeah, it's hot. If you're like me, when it gets hot you take off your clothes. Mebbe not all of them but some. Okay, that's better. Couple of fans, canvas water bag hanging there in the breeze. I'm chug-gluging about a quart an hour and haven't taken a piss since last Tuesday.
Temperature in the shop pushes past the century mark and even a cotton apron and pair of shorts is too much. The humidity is about 80% and despite the fans going full blast everything I'm wearing is soaked with sweat, my feet squishing in my boots. Heat prostration is a definite possibility and my wife is visiting the grandkids. If I go down, I'm gonna die. Time for a break.
Cool shower helps. Refill the water bag, find a dry apron, transfer my tools and stand there looking at those boots, barely twenty years old and just getting broke in good. Steel-toed boots are part of the Standard Uniform, a habit of safety rewarded by having a full set of fingers and toes, despite having worked with sheetmetal for fifty years. Which I'm not, today. Today I'm riveting. Hand-setting AD3's to secure two little pieces of metal together, ten lefties and ten righties. Then flip them over and install a third piece so as to form a double-wide flange. I've made a pair of jigs to hold the parts for drilling. Drill, cleco, take them apart, deburr, move over to the vise supporting a hand-set. Form the shop-heads with a few well-placed blows from a skinny riveting hammer. Bench-work; no need for steel toes. I find a pair of flip-flops and shuffle out to the shop, just me, the water-bag and a shop apron. Cool.
I finish the lefties, having to re-do only one rivet, and start on the righties. It's about 2 in the afternoon. I'm wearing a headband that's already soaked through, wrist bands to keep the sweat from running down my arms, I've soaked my hands in Machinist's soap and I'm still sweating like a bitch. About then the UPS truck comes roaring up the front drive.
We live on a hill with a nice view of Catalina Island, when the weather is clear. Bought the place in '65, back when poor people could afford to buy a home. Our front drive is something of an obstacle course, narrow, steep and twisty; more than three hundred feet from the mailbox to our gate, guarded by a discrete sign: 'Private Drive. Trespassers will be physically abused by the gardener.' (Doesn't do much good.) We also have a straight, gently sloping back drive, suitable for everything from a transit-mix to a baby stroller. Or a UPS truck, since it can roll right up to the back door of the shop. The fact this one was roaring up the front drive said it was a new driver, so I went out to show him how to find the back drive which will save him a quarter mile and having to turn around.
I didn't know UPS had girl-drivers. Pretty young thing in shorts. Muscular legs. Surfer shoulders. Blonde hair in a pony-tail. Just filling in, she explains. Regular driver will be on tomorrow and thanks me for telling her about the short-cut out the back drive.
Couple of little packages and one big one. She wants to help me carry it but I am craftily keeping my best apron forward, shuffling sideways to lean the big package against the open gate, telling her it will be fine right there as I back away, Buns of Steel artfully concealed.
She climbs back in the truck, does her paperwork, gives me a smile and a little wave. "I like your outfit," she sez as she fires up the engine and roars off up the back drive. My artful dodging has put me in front of the big plate glass window that gives us such a nice view of Catalina. It also makes a pretty good mirror for someone sitting high up in a UPS truck.
Going back to the shop, it was 95 in the shade. I'm almost afraid to look at the thermometer over behind the milling machine but finally do: 108. I finished the ten righties about the same time I emptied the waterbag. I've guzzled two gallons of water and haven't pee'd since Jonah was a Seaman Deuce. It was about three-thirty and the thermometer in the breezeway had inched up to 97, a nice warm day for coastal California. I decided I'd done enough work and took another shower. Fixed myself a drink, smoked a pipe and sat down to write this, after putting on a pair of powder blue boxers. Nude riveting is bad enough; heaven only knows what naked typing might lead to.
-R.S.Hoover
Balancing
The bubble shivers in the bullseye of the level as I tap the slider of the Ohaus triple-beam scale with the eraser-end of a pencil. I'm kneeling on a low box before the work-bench in a sweltering shop, both fans turned off, doors closed, my eye aligned with the scale's pointer, parallax eliminated by a second alignment mark twelve inches behind the scale and at exactly the same height as my eye, givertake a thousandth of an inch.
Another tap and the pointer finally aligns. The piston weighs 444.2 grams, making it the lightest of the set, the others tipping the scale at 446.3, 446.6 and 448.1.
There's 28 grams to an ounce, according to Miss Rose Saghetti, my Fourth Grade teacher. It's actually 28.3497 but the Fourth Grade was nearly sixty years ago and an error of 1.2% is allowed. Indeed, the spread of 3.9 grams across a set of cast 94mm Mahle pistons is allowed, the VW spec being five grams. (Okay, ten for repair parts.) And if close enough is good enough, you'd go ahead and slap the thing together. After all, we're talking about a measly one-seventh of an ounce, fer crysakes. What's the big deal about all this balancing stuff?
In the case above, about 1.6 hp, at the rpm you swing a propeller. More, if you wanna spin it faster. Then too, that means you have to burn an additional 1.6 horsepower's-worth of gas to balance the books. That is, if you want to off-set the 'unimportant' 1.6 hp-loss resulting from the imbalanced mass of your jugs. (So what happens to that 3.2hp? It appears as additional heat, friction and fuel consumption. None of it appears as torque.)
- - - - - - - - - - - - - - - - - - - -
If you've got a lathe and know how to twirl the knobs, and if you've built a big-bore stroker or two, you'll already have a set of heavy copper collars for your 4-jaw chuck, each sized to accept a particular diameter of piston, along with a matching 'test-plug' that looks suspiciously like an old piston of that diameter, cut down to leave just the crown. The test plug has a small but distinct center-punch. To build a good engine I must precisely align that punch mark with the lathe's axis of rotation.
Four-jaw goes onto the lathe, the collar goes onto the four-jaw and the test-plug goes into the collar. You set up your wiggler on the tool post and adjust the four-jaw until the wiggler isn't wiggling any more. I've got a 12" lathe and my wiggler happens to be sixteen inches long with a ratio of 14:1 between the tail stock - - which is the 'true point' I want to match - - to the center-punch on the test-plug. Blip the switch, the chuck begins to spin and the wiggler becomes a blur of motion indicating the center of the collar is not aligned with the center of rotation. So you adjust it, loosening one jaw and tightening another, nudging the center into truth as you rock the chuck back & forth with your hand. Once you've got it right, you know. No need for any measurements because the wiggle vanishes when the disparity between the alignment of the centers becomes something less than a thousandth of an inch, more than close enough for the task at hand. Which is to shave precise amounts of metal from inside the three heavy pistons.
The wiggler goes back in the tool-box and is replaced by a tool holder. A curiously shaped cutting bit is mounted in the tool holder. Nothing fancy, just a hunka 3/8" square tool steel ground to a shape that allows me to reach inside the skirt of a piston and make a nice clean cut about a quarter of an inch wide. The depth of the cut is based on experience, in that advancing the tool so many thousandths of an inch will remove so many grams of metal.
To make the cut I use a dial indicator clamped to the bed of the lathe. The saddle - - the thing on which the tool post is mounted - - butts up against the plunger of the dial-indicator allowing me to measure the depth of the cut in thousandths of an inch as I gently advance the carriage. Each jug has to be zero'd of course but the collar puts me within striking distance and a piece of Zig-Zag cigarette paper used as a feeler gauge tells me when I'm there. Once I've zero'd-in each piston, a bit of arithmetic tells me how deep of a cut I need for that particular piston and the dial indicator tells me when I'm there.
Overall, balancing a set of pistons is about as difficult as making a good pot of coffee. And while it may sound hi-tech my particular method isn't all that precise. My lathe is almost as old as I am and despite having rebuilt the thing a few years ago its repeatability isn't that good.
I chuck the jugs, do the math, twirl the knobs and when I'm all done I end up with a spread of two-tenths across the three jugs: 444.1, 444.2 and 444.3. (The original 444.2 sits aloof atop the big red carton, lording it over his fatter cousins.) I take a die grinder to the heavy jug and bring it down to 444.2 and studiously ignore the 444.1gm piston. I've reduced the imbalance from 3.9 grams to 0.1grams and decide that's good enough. I know from experience that I can spend an hour or more chasing that last tenth of a gram and I've already spent an hour on this batch of jugs and have two more sets to balance before supper time.
- - - - - - - - - - - -
Although balanced, the pistons are not ready for assembly. The crowns will get a zirconium-based ceramic-metallic coating that serves as a heat barrier. The insides of the pistons get coated with a thermal dispersant and the skirts get a coating of moly-based solid lubricant to combat scuffing. The process will increase their mass by a couple of grams but their balance usually remains unchanged. If adjustment is needed, it's done with a die grinder, taking a tad of metal from the balancing pads inside the skirts.
The balancing and the Thermal Barrier Coatings are 'unimportant' details of course - - no one builds engines that way, other than me and a few other fools you'll meet at the finish line. But having built several hundred engines in my life I've found the aggregation of such unimportant details to be difference between a smooth-running, long-wearing reliable engine and the other kind. And a point most tend to forget is that it isn't the fastest car (or plane) that wins, it's the one who finishes first.
- - - - - - - - - - - - - -
Which is jus' swell if you happen to have a shop full of tools and pick your teeth with a micrometer.
The truth is, even if you don't have all that stuff - - even if you've never built an engine in your life - - you can still build yourself a better engine than you can buy. The reason for that apparent conundrum is that while you may not be able to achieve a tenth of a gram spread across a set of four jugs, using nothing more sophisticated than a Dremel tool and a reasonably accurate gram-scale you can sure as hell do better than four grams.
Although the imbalance in this case was a scant four grams I've seen a spread of sixteen grams from Mahle and more than twice that - - more than an ounce of imbalance - - in sets of jugs from other makers. The bigger the imbalance, the greater the losses... and the shorter the service-life of the engine. If you only reduce the imbalance by half you'll still have a better engine.
So you buy one of those electronic scales, the kind that are only accurate to two grams. Then you remove the rings, wash the pistons, dry them good and weigh them. The lightest piston becomes your gauge, the one whose weight you want to match. You chuck a coarse rotary file bit into your Dremel or hobby tool or even into your quarter-inch drill, pick up the heaviest jug and start removing metal from the balancing pads or ribs. No mystery there because the jug will already have been 'balanced' at the factory and you can see where they removed some metal. Take your metal from the same areas. Periodically, you weigh the thing. When you get close to your goal you wash the piston in solvent to get rid of all the tiny metal particles you've been throwing around, and weigh it again. When you get to within about a gram of your goal, stop. You've done well enough. Your set of pistons is now better balanced than it was.
- - - - - - - - - - - - - -
Across a set of four, the individual piston pins and the set of rings will usually weigh within a few tenths of each other. Any major imbalance is usually the fault of the piston pin and can be adjusted by a bit of judicious grinding on the interior of the pin. An alternative is to return the pins to their bores and weigh them with the pistons, adjusting their combined mass by removing metal only from the piston (which isn't always possible, hence the need to know how to lighten a pin).
- - - - - - - - - - - - - -
After-market VW pistons & cylinders come complete with rings, making each P&C a unique set. That means you have to make sure the same rings go back onto the same piston and into the same jug. Because you've got to take them apart. As received, the bores have not been cleaned and rings are often clotted with Cosmoline. So the first thing you do when you receive a carton of pistons & cylinders is to apply 'work marks.' That's a fancy name for numbering them, one through four. But you need to mark them in a manner that will not be obscured by paint (on the jugs) nor coatings (on the pistons). I use a file or die grinder to cut notches in the top fin of the cylinder, over on the flat side. The same number is put inside the skirt of the matching piston using indentations (gently!) or an electric scriber. Since coating the crown of the piston will obscure the arrow indicating the off-set, I orient the piston so that my marks can be used to show the off-set at assembly time.
To keep track of your rings and the pin, you put them in baggies with a note showing the work-number of their piston. Since the geometry of the rings tends to vary I often include a sketch showing the orientation of the top rings. Now you can take them apart with the reasonable assurance things will be returned to their proper place at assembly time.
- - - - - - - - - - - - - - -
I'm not set up for dynamic balancing. The crankshaft and any concentric part attached to it is sent to a balancing shop where it gets spun-up & balanced as a complete assembly. But static balancing is different. It doesn't take much to do pistons & rods. In fact, the way gas prices are going it would cost me almost as much to pick up & deliver the parts as it does to have them done by a professional balancer. (You'll need a support fixture for the rods since you must also adjust their center of mass, a chore usually referred to as 'big-end vs little-end' balancing.)
If you aren't into Thermal Barrier Coatings there's shops that are, some of which are familiar with aircooled Volkswagens.
- - - - - - - - - - - - -
The hand-maiden of mass balance is volumetric balance and the reward is equally profound. Adjust the chambers of your heads to within a fraction of a cubic centimeter and the specific impulse - - the amount of power produced by each cylinder - - will be more uniform. Because when it isn't - - when one jug is producing less power than the others - - it represents a pumping loss that must be made up from the output of the other cylinders before any usable torque can appear in the crankshaft. This situation is similar to the losses that result from mass-imbalance because the power needed to overcome the imbalance literally doubles the loss.
Fortunately, volumetric balancing is just as easy as balancing your pistons and the same principle applies, in that any improvement will result in a better engine.
-R.S.Hoover
Another tap and the pointer finally aligns. The piston weighs 444.2 grams, making it the lightest of the set, the others tipping the scale at 446.3, 446.6 and 448.1.
There's 28 grams to an ounce, according to Miss Rose Saghetti, my Fourth Grade teacher. It's actually 28.3497 but the Fourth Grade was nearly sixty years ago and an error of 1.2% is allowed. Indeed, the spread of 3.9 grams across a set of cast 94mm Mahle pistons is allowed, the VW spec being five grams. (Okay, ten for repair parts.) And if close enough is good enough, you'd go ahead and slap the thing together. After all, we're talking about a measly one-seventh of an ounce, fer crysakes. What's the big deal about all this balancing stuff?
In the case above, about 1.6 hp, at the rpm you swing a propeller. More, if you wanna spin it faster. Then too, that means you have to burn an additional 1.6 horsepower's-worth of gas to balance the books. That is, if you want to off-set the 'unimportant' 1.6 hp-loss resulting from the imbalanced mass of your jugs. (So what happens to that 3.2hp? It appears as additional heat, friction and fuel consumption. None of it appears as torque.)
- - - - - - - - - - - - - - - - - - - -
If you've got a lathe and know how to twirl the knobs, and if you've built a big-bore stroker or two, you'll already have a set of heavy copper collars for your 4-jaw chuck, each sized to accept a particular diameter of piston, along with a matching 'test-plug' that looks suspiciously like an old piston of that diameter, cut down to leave just the crown. The test plug has a small but distinct center-punch. To build a good engine I must precisely align that punch mark with the lathe's axis of rotation.
Four-jaw goes onto the lathe, the collar goes onto the four-jaw and the test-plug goes into the collar. You set up your wiggler on the tool post and adjust the four-jaw until the wiggler isn't wiggling any more. I've got a 12" lathe and my wiggler happens to be sixteen inches long with a ratio of 14:1 between the tail stock - - which is the 'true point' I want to match - - to the center-punch on the test-plug. Blip the switch, the chuck begins to spin and the wiggler becomes a blur of motion indicating the center of the collar is not aligned with the center of rotation. So you adjust it, loosening one jaw and tightening another, nudging the center into truth as you rock the chuck back & forth with your hand. Once you've got it right, you know. No need for any measurements because the wiggle vanishes when the disparity between the alignment of the centers becomes something less than a thousandth of an inch, more than close enough for the task at hand. Which is to shave precise amounts of metal from inside the three heavy pistons.
The wiggler goes back in the tool-box and is replaced by a tool holder. A curiously shaped cutting bit is mounted in the tool holder. Nothing fancy, just a hunka 3/8" square tool steel ground to a shape that allows me to reach inside the skirt of a piston and make a nice clean cut about a quarter of an inch wide. The depth of the cut is based on experience, in that advancing the tool so many thousandths of an inch will remove so many grams of metal.
To make the cut I use a dial indicator clamped to the bed of the lathe. The saddle - - the thing on which the tool post is mounted - - butts up against the plunger of the dial-indicator allowing me to measure the depth of the cut in thousandths of an inch as I gently advance the carriage. Each jug has to be zero'd of course but the collar puts me within striking distance and a piece of Zig-Zag cigarette paper used as a feeler gauge tells me when I'm there. Once I've zero'd-in each piston, a bit of arithmetic tells me how deep of a cut I need for that particular piston and the dial indicator tells me when I'm there.
Overall, balancing a set of pistons is about as difficult as making a good pot of coffee. And while it may sound hi-tech my particular method isn't all that precise. My lathe is almost as old as I am and despite having rebuilt the thing a few years ago its repeatability isn't that good.
I chuck the jugs, do the math, twirl the knobs and when I'm all done I end up with a spread of two-tenths across the three jugs: 444.1, 444.2 and 444.3. (The original 444.2 sits aloof atop the big red carton, lording it over his fatter cousins.) I take a die grinder to the heavy jug and bring it down to 444.2 and studiously ignore the 444.1gm piston. I've reduced the imbalance from 3.9 grams to 0.1grams and decide that's good enough. I know from experience that I can spend an hour or more chasing that last tenth of a gram and I've already spent an hour on this batch of jugs and have two more sets to balance before supper time.
- - - - - - - - - - - -
Although balanced, the pistons are not ready for assembly. The crowns will get a zirconium-based ceramic-metallic coating that serves as a heat barrier. The insides of the pistons get coated with a thermal dispersant and the skirts get a coating of moly-based solid lubricant to combat scuffing. The process will increase their mass by a couple of grams but their balance usually remains unchanged. If adjustment is needed, it's done with a die grinder, taking a tad of metal from the balancing pads inside the skirts.
The balancing and the Thermal Barrier Coatings are 'unimportant' details of course - - no one builds engines that way, other than me and a few other fools you'll meet at the finish line. But having built several hundred engines in my life I've found the aggregation of such unimportant details to be difference between a smooth-running, long-wearing reliable engine and the other kind. And a point most tend to forget is that it isn't the fastest car (or plane) that wins, it's the one who finishes first.
- - - - - - - - - - - - - -
Which is jus' swell if you happen to have a shop full of tools and pick your teeth with a micrometer.
The truth is, even if you don't have all that stuff - - even if you've never built an engine in your life - - you can still build yourself a better engine than you can buy. The reason for that apparent conundrum is that while you may not be able to achieve a tenth of a gram spread across a set of four jugs, using nothing more sophisticated than a Dremel tool and a reasonably accurate gram-scale you can sure as hell do better than four grams.
Although the imbalance in this case was a scant four grams I've seen a spread of sixteen grams from Mahle and more than twice that - - more than an ounce of imbalance - - in sets of jugs from other makers. The bigger the imbalance, the greater the losses... and the shorter the service-life of the engine. If you only reduce the imbalance by half you'll still have a better engine.
So you buy one of those electronic scales, the kind that are only accurate to two grams. Then you remove the rings, wash the pistons, dry them good and weigh them. The lightest piston becomes your gauge, the one whose weight you want to match. You chuck a coarse rotary file bit into your Dremel or hobby tool or even into your quarter-inch drill, pick up the heaviest jug and start removing metal from the balancing pads or ribs. No mystery there because the jug will already have been 'balanced' at the factory and you can see where they removed some metal. Take your metal from the same areas. Periodically, you weigh the thing. When you get close to your goal you wash the piston in solvent to get rid of all the tiny metal particles you've been throwing around, and weigh it again. When you get to within about a gram of your goal, stop. You've done well enough. Your set of pistons is now better balanced than it was.
- - - - - - - - - - - - - -
Across a set of four, the individual piston pins and the set of rings will usually weigh within a few tenths of each other. Any major imbalance is usually the fault of the piston pin and can be adjusted by a bit of judicious grinding on the interior of the pin. An alternative is to return the pins to their bores and weigh them with the pistons, adjusting their combined mass by removing metal only from the piston (which isn't always possible, hence the need to know how to lighten a pin).
- - - - - - - - - - - - - -
After-market VW pistons & cylinders come complete with rings, making each P&C a unique set. That means you have to make sure the same rings go back onto the same piston and into the same jug. Because you've got to take them apart. As received, the bores have not been cleaned and rings are often clotted with Cosmoline. So the first thing you do when you receive a carton of pistons & cylinders is to apply 'work marks.' That's a fancy name for numbering them, one through four. But you need to mark them in a manner that will not be obscured by paint (on the jugs) nor coatings (on the pistons). I use a file or die grinder to cut notches in the top fin of the cylinder, over on the flat side. The same number is put inside the skirt of the matching piston using indentations (gently!) or an electric scriber. Since coating the crown of the piston will obscure the arrow indicating the off-set, I orient the piston so that my marks can be used to show the off-set at assembly time.
To keep track of your rings and the pin, you put them in baggies with a note showing the work-number of their piston. Since the geometry of the rings tends to vary I often include a sketch showing the orientation of the top rings. Now you can take them apart with the reasonable assurance things will be returned to their proper place at assembly time.
- - - - - - - - - - - - - - -
I'm not set up for dynamic balancing. The crankshaft and any concentric part attached to it is sent to a balancing shop where it gets spun-up & balanced as a complete assembly. But static balancing is different. It doesn't take much to do pistons & rods. In fact, the way gas prices are going it would cost me almost as much to pick up & deliver the parts as it does to have them done by a professional balancer. (You'll need a support fixture for the rods since you must also adjust their center of mass, a chore usually referred to as 'big-end vs little-end' balancing.)
If you aren't into Thermal Barrier Coatings there's shops that are, some of which are familiar with aircooled Volkswagens.
- - - - - - - - - - - - -
The hand-maiden of mass balance is volumetric balance and the reward is equally profound. Adjust the chambers of your heads to within a fraction of a cubic centimeter and the specific impulse - - the amount of power produced by each cylinder - - will be more uniform. Because when it isn't - - when one jug is producing less power than the others - - it represents a pumping loss that must be made up from the output of the other cylinders before any usable torque can appear in the crankshaft. This situation is similar to the losses that result from mass-imbalance because the power needed to overcome the imbalance literally doubles the loss.
Fortunately, volumetric balancing is just as easy as balancing your pistons and the same principle applies, in that any improvement will result in a better engine.
-R.S.Hoover
Flying On The Cheap - Wood
A few years ago I posted an article offering some hints about how to build an inexpensive airplane that was safe and reliable (Flying on the Cheap, October 2001; Google will find it for you). The key point in the article was the use of commonly available mild steel tubing for the fuselage. Of course, that meant you had to weld and nowadays most folks don't, nor do they want to learn. Wood's the thing, according to non-welding folks, citing its use in KR's and Piets and dozens of other airframes, each held as the Perfect Design by that particular person.
The advocates of wooden airframe construction have a valid point, at least here in the States. Because of the rise of the box stores (Home Depot, Lowes, etc), wood is more commonly available than steel tubing and despite what many think, there's plenty of aviation-quality wood lurking inside the knot-hole collection at your local box store. The task of the lo-buck builder is to cut away the non-aviation parts, glue the good stuff together and go flying. Thanks to modern adhesives, the likelihood of a novice builder producing an unsafe glue-joint is small.
To support the builders of Box Store Bombers I shared my woodworking experience in several articles posted to this newsgroup (How to Make Ribs Out of Old Orange Crates [Nov 2002], Wooden Notes [Jan 2006] and several others). Surprisingly, homebuilding at that level is not an especially welcome topic on the rec.aviation.homebuilt newsgroup. This lead to relaying such information in private posts to guys who were interested in actually building something. Like Fred. Which isn't his name, but work with me here.
After considerable thought Fred settled upon a single-place, VW-powered KR-ish design as being the best match for his particular situation. In working toward that goal he didn't find much support, especially from the only organization that claims to speak for grass-roots aviation in America. Thanks to an income of only $25k or thereabouts, to the EAA, Fred and the millions of people like him simply do not exist. But Fred is determined to build and fly his very own airplane, even if he has to use the local box store for most of his materials. Indeed, he doesn't have much choice. The total cost for his box store lumber will be under $100 whereas a kit of aviation-grade spruce would cost about a thousand dollars by the time the freight was paid. The lumber will have to be resawn and spliced but that's the reality of Flying on the Cheap.
Fred is bucking additional headwinds in that he has zero woodworking experience, doesn't own a table saw and has only a limited amount of shop space. But he does have a computer and lots of determination. With a bit of help, he has been making slow but steady progress.
Having finally gained access to a table saw, Fred began prowling the box stores for suitable lumber. (His KR-ish design uses built-up spars, the main spar having caps two inches square, the aft spar about an inch.) His next message verged on panic. Did I know that all of the lumber sold in box stores was marked incorrectly? Some of their one inch wood was only three-quarters of an inch thick! And all of the 2x4's he looked at were only one and a half by three and a half!
I assured Fred that the box stores weren't trying to cheat him, explained about rough versus finished dimensions and pointed him toward some places on the internet where the matter was explained in more detail. His reply sounded a bit discouraged, having realized he won't be able to cut a 2x2 out of any piece of finish-size two-by-something lumber. The only way he's going to get a good 2x2 stick is to start with 1x2's, spliced to get rid of any knots, and glue them together to get his 2x2's. That's the reality of Flying on the Cheap (why does that sound familiar...) but as a matter of fact, except for the splices it isn't that much different than starting with a spruce kit.
I sent him some drawings showing how to slice up a 2x4 to produce spar caps. Because of the knots he'll probably need about eighteen 2x4's, resawn and laminated to produce the required number of spar caps. It is labor intensive but there's surprisingly little waste since the residue of spar cap production yields the intercostals, stringers and tail-feather spars.
Any mention of splicing spars usually sets several heads of hair on fire, even though such splices are an accepted practice, their details fully covered in the old CAM or the new AC43 manuals. In fact, once you've made up a suitable fixture to ensure all of your splices will have the same angle, doing a long-splice in solid wood is no more difficult than doing a short-splice in plywood. (Hint: Solid wood, you want an angle of about 1:15. With plywood, thanks to the orientation of the plys, you can develop full strength with angles between 1:10 for mahogany and 1:12 for birch. As a point of interest, boat builders commonly use 1:8 for either.)
Making up a scarfing fixture tends to drive a lot of homebuilders crazy as they fiddle and tweak, trying to achieve a precise angle of 3.8 degrees for a long-splice. Or 7.1 degrees for a boat-work 1:8. The truth is, the precise angle doesn't really matter. What matters is that all of the pieces be cut to exactly the same angle... and that the splice be strong enough for the task at hand. This degree of accuracy can be achieved using nothing more complicated than fixtures assembled from scrap wood, one for scarfing solid stock, the other for scarfing plywood. In each case the wood gets clamped in the fixture and the same cutter - - a portable circular saw - - is used on both.
(As you might suspect, scarfing actually begins at the box store. When picking the stack for lumber having the proper grain and run-out, you envision the cuts you'll make when resawing. In many cases you can orient the piece so that any knots fall entirely within the pieces you are cutting off, leaving you with a knot-free stick.)
When using box store lumber for airplanes or boats there are a host of details bobbing just beneath the surface, ready to sink the unwary. Most of those details can be resolved with a dose of plain old-fashioned Common Sense, such as keeping your saw-blades sharp, adjusting the rate of your cut according to its depth and so forth. Fortunately the details tend to be fail-safe. And self-educating because of it. Do it wrong, you'll end up with a part that can't be used. But once you get the hang of it, splicing longerons or spar caps is no more complicated than checking the air in your tires.
- -
For more than fifteen years millions of low-income but air-minded Americans waited for Light Sport Aircraft to become a reality. Sadly, that reality is airplanes and flight training which remain too expensive for the average American. As the LSA concept turned into vapor-ware I began receiving more mail from people like Fred who have decided to follow a different drummer. On the whole, I think this is a good idea. Based on more than ten years of such messages, folks like Fred cleave closer to the ideals of grass-roots aviation. These folks have learned more about their engines and airframes than the typical kit-builder and some have acquired a remarkable depth of knowledge in engineering and aeronautics. But I don't think we'll see Fred at Oshkosh - - it's simply gotten too expensive. Indeed, I've a hunch a lot of these fellows will end up flying 'black' - - completely off the books of any Agency or organization. Not because they want to but because it's the only way they can keep the Dream alive.
-R.S.Hoover
The advocates of wooden airframe construction have a valid point, at least here in the States. Because of the rise of the box stores (Home Depot, Lowes, etc), wood is more commonly available than steel tubing and despite what many think, there's plenty of aviation-quality wood lurking inside the knot-hole collection at your local box store. The task of the lo-buck builder is to cut away the non-aviation parts, glue the good stuff together and go flying. Thanks to modern adhesives, the likelihood of a novice builder producing an unsafe glue-joint is small.
To support the builders of Box Store Bombers I shared my woodworking experience in several articles posted to this newsgroup (How to Make Ribs Out of Old Orange Crates [Nov 2002], Wooden Notes [Jan 2006] and several others). Surprisingly, homebuilding at that level is not an especially welcome topic on the rec.aviation.homebuilt newsgroup. This lead to relaying such information in private posts to guys who were interested in actually building something. Like Fred. Which isn't his name, but work with me here.
After considerable thought Fred settled upon a single-place, VW-powered KR-ish design as being the best match for his particular situation. In working toward that goal he didn't find much support, especially from the only organization that claims to speak for grass-roots aviation in America. Thanks to an income of only $25k or thereabouts, to the EAA, Fred and the millions of people like him simply do not exist. But Fred is determined to build and fly his very own airplane, even if he has to use the local box store for most of his materials. Indeed, he doesn't have much choice. The total cost for his box store lumber will be under $100 whereas a kit of aviation-grade spruce would cost about a thousand dollars by the time the freight was paid. The lumber will have to be resawn and spliced but that's the reality of Flying on the Cheap.
Fred is bucking additional headwinds in that he has zero woodworking experience, doesn't own a table saw and has only a limited amount of shop space. But he does have a computer and lots of determination. With a bit of help, he has been making slow but steady progress.
Having finally gained access to a table saw, Fred began prowling the box stores for suitable lumber. (His KR-ish design uses built-up spars, the main spar having caps two inches square, the aft spar about an inch.) His next message verged on panic. Did I know that all of the lumber sold in box stores was marked incorrectly? Some of their one inch wood was only three-quarters of an inch thick! And all of the 2x4's he looked at were only one and a half by three and a half!
I assured Fred that the box stores weren't trying to cheat him, explained about rough versus finished dimensions and pointed him toward some places on the internet where the matter was explained in more detail. His reply sounded a bit discouraged, having realized he won't be able to cut a 2x2 out of any piece of finish-size two-by-something lumber. The only way he's going to get a good 2x2 stick is to start with 1x2's, spliced to get rid of any knots, and glue them together to get his 2x2's. That's the reality of Flying on the Cheap (why does that sound familiar...) but as a matter of fact, except for the splices it isn't that much different than starting with a spruce kit.
I sent him some drawings showing how to slice up a 2x4 to produce spar caps. Because of the knots he'll probably need about eighteen 2x4's, resawn and laminated to produce the required number of spar caps. It is labor intensive but there's surprisingly little waste since the residue of spar cap production yields the intercostals, stringers and tail-feather spars.
Any mention of splicing spars usually sets several heads of hair on fire, even though such splices are an accepted practice, their details fully covered in the old CAM or the new AC43 manuals. In fact, once you've made up a suitable fixture to ensure all of your splices will have the same angle, doing a long-splice in solid wood is no more difficult than doing a short-splice in plywood. (Hint: Solid wood, you want an angle of about 1:15. With plywood, thanks to the orientation of the plys, you can develop full strength with angles between 1:10 for mahogany and 1:12 for birch. As a point of interest, boat builders commonly use 1:8 for either.)
Making up a scarfing fixture tends to drive a lot of homebuilders crazy as they fiddle and tweak, trying to achieve a precise angle of 3.8 degrees for a long-splice. Or 7.1 degrees for a boat-work 1:8. The truth is, the precise angle doesn't really matter. What matters is that all of the pieces be cut to exactly the same angle... and that the splice be strong enough for the task at hand. This degree of accuracy can be achieved using nothing more complicated than fixtures assembled from scrap wood, one for scarfing solid stock, the other for scarfing plywood. In each case the wood gets clamped in the fixture and the same cutter - - a portable circular saw - - is used on both.
(As you might suspect, scarfing actually begins at the box store. When picking the stack for lumber having the proper grain and run-out, you envision the cuts you'll make when resawing. In many cases you can orient the piece so that any knots fall entirely within the pieces you are cutting off, leaving you with a knot-free stick.)
When using box store lumber for airplanes or boats there are a host of details bobbing just beneath the surface, ready to sink the unwary. Most of those details can be resolved with a dose of plain old-fashioned Common Sense, such as keeping your saw-blades sharp, adjusting the rate of your cut according to its depth and so forth. Fortunately the details tend to be fail-safe. And self-educating because of it. Do it wrong, you'll end up with a part that can't be used. But once you get the hang of it, splicing longerons or spar caps is no more complicated than checking the air in your tires.
- -
For more than fifteen years millions of low-income but air-minded Americans waited for Light Sport Aircraft to become a reality. Sadly, that reality is airplanes and flight training which remain too expensive for the average American. As the LSA concept turned into vapor-ware I began receiving more mail from people like Fred who have decided to follow a different drummer. On the whole, I think this is a good idea. Based on more than ten years of such messages, folks like Fred cleave closer to the ideals of grass-roots aviation. These folks have learned more about their engines and airframes than the typical kit-builder and some have acquired a remarkable depth of knowledge in engineering and aeronautics. But I don't think we'll see Fred at Oshkosh - - it's simply gotten too expensive. Indeed, I've a hunch a lot of these fellows will end up flying 'black' - - completely off the books of any Agency or organization. Not because they want to but because it's the only way they can keep the Dream alive.
-R.S.Hoover
Airfoils
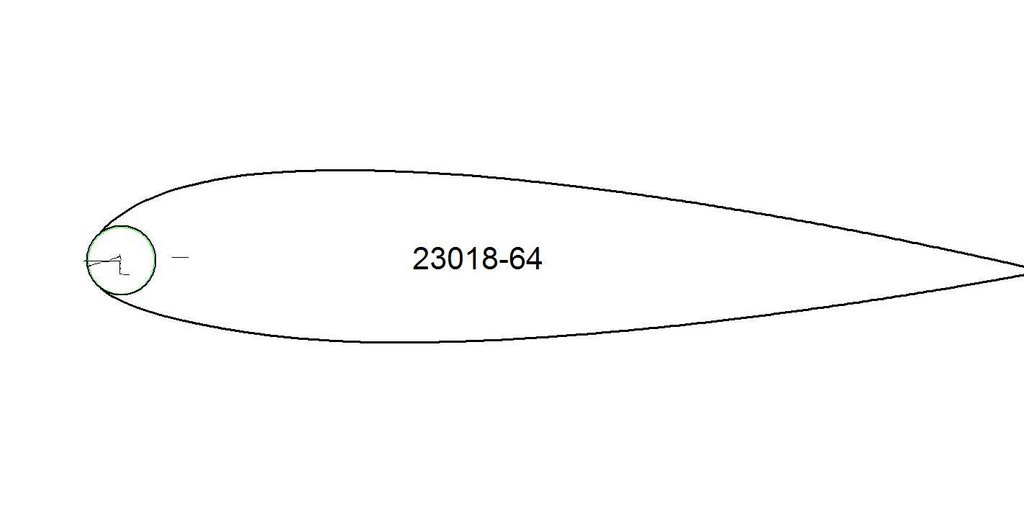
Fred Thirty-two gave me a call this last weekend. Could I help him plot an airfoil?
Sure, I sez, and commence doing so. After a minute or so I realize there is a pregnant pause bulging out of the telephone. “Hello?”
Ummm, Fred Thirty-two says. Also, ah, er, uh and eh. Finally, could I mebbe show him how to do it?
Turns out, Fred Thirty-two has a problem with verbal instructions. Written ones, too, but I didn’t find that out until he was sitting across from me in the patio. He’s a trim looking fellow in his fifties, a working man judging from his hands and clothes. Not a lot to say at first, which I took to be nervousness. Got him some coffee, showed him pictures of the grandkids. Once he warmed up I was delighted to find he had a keen sense of humor. A bigger surprise is that he’s probably smarter than me. Based on his emails, I’d expected the opposite since his spelling is uniquely adventurous and his grammar like a literal translation of German. Talking to him one-on-one, it doesn’t take long to figure out he probably suffers from dyslexia. Which isn’t necessarily a problem; being dyslexic doesn’t mean a person is dumb nor insensitive, although it can be something of a challenge in a classroom since guys like Fred usually learn best by actually doing the work. Which can be horrifyingly difficult if the subject is history, government, geography and so on - - the core subjects our educational system requires for graduation.
I was an instructor in the Navy and ran into cases similar to Fred’s in that their dyslexia wasn’t recognized before they’d already flunked out of school and were shit-canned by society. (Fred is in ‘Facilities Engineering,’ by the way. Meaning he pushes a broom.)
Fred has recently acquired a used computer and is learning how to use it; he thinks the OS is Windows 95. He’s also got a copy of DeltaCAD and has used it to download most of the HVX files. He’s a good mechanic and a fair machinist, having used a mild steel steam-pipe flange to make the drive-hub for the coaxial dynamo, which was what told me he’s smarter than the average bear.
Fred showed me some neatly done sketches and several sheets of figures derived from the 1960 edition of the ‘Amateur Aircraft Builder’s Manual.’ From what I saw, his Dream Machine didn’t break any of the rules, although it was pretty big, designed around a liquid cooled industrial engine. Right now he needed a hand turning the NACA coordinates of an airfoil into ribs for a tapered wing, 64 inches at the root, 48 at the tip.
The 230-series isn’t an airfoil I’m familiar with. I go into the house, dig around for Abbott, grab the lap-top and before you can say ‘Theory of Wing Sections’ we’re sitting there, sipping coffee and having a high old time keying the coordinates of the 23018 into DeltaCAD.
NACA cites 16 x-y coordinates for each surface of the airfoil, listed as a percentage of the chord; 18 if you count the 0% and 100% x-location, which nobody does. Fer instance, the upper surface 5% coordinate for the 23018 is 6.92% of whatever chord you’re using. In DeltaCAD you simply draw a line equal in length to the chord, select the POINT function, click on the start of the line as your initial location (ie, 0,0) then enter .05*64, .0692*64 and hit enter. (The asterisk means to multiply the second number by the first.) That will give you a dot precisely 3.2" back from the leading edge (ie, the x-location) and 4.4288" above the chord-line (ie, the y-location). If you were doing the lower surface you’d add a minus to the y factor (ie, .05*64, - .038*64).
See how it works? You’re letting DeltaCAD do the calculating. Telling it .05 * 64 means you want it to use the value equal to 5% of 64 inches (for the x-location), whereas telling it .0692 * 64 tells it to calculate the value for the y-location. Since the POINT function expects the x and y to be separated by a comma, you put one in: .05 * 64 , .0692 * 64. Hit the big red button and there’s your point. Do that thirty-two times, connect the dots and there’s your airfoil.
Not very elegant but it gets the job done. So long as the rib (and wing) is being hand-fabricated, using just sixteen coordinates for each surface works just fine. Modern coordinate systems plotting points as close as every thousandth of an inch of chord (!) were developed to satisfy the input of CNC machines and super-computers. Building a rib out of quarter-inch sticks, the accuracy and precision of the resulting surfaces depends largely upon how willing the wood to follow the curve. Ditto for banging ribs out of aluminum or sanding the wing-surface to match a few templates.
Unfortunately, Fred Thirty-two never learned to type by touch. I watch him hunt & peck for a couple of coordinates, determined look on his face - - but a happy one - - until I scream in frustration, snatch the keyboard away and show-off at a hundred words per minute. (Entering the coordinates is the EASY part of the job. Takes mebbe ten minutes. The tricky bit is turning the airfoil into patterns and jigs.)
Once we get the coordinates entered I select the SPLINE function and connect the dots. DeltaCAD turns it into a smooth curve and there’s the 23018 airfoil flying on the computer’s screen, a fat, jolly looking teardrop that makes you think of Ford Tri-motors.
Pure joy on the face of Fred Thirty-two. Just having the basic airfoil in front of him offered bags of information he didn’t have before, such as spar depth (nearly 12") and approximate fuel tank capacity. The Dream had come a bit closer.
To get the airfoil out of the lap-top I took it into the house, laid a two inch grid of faint blue lines over the drawing, transferred the file into another computer and printed it out. It took fourteen sheets of normal sized typing paper. I showed Fred how to use a thread on a sliding glass door to align the sheets. After taping them together I kicked around under the workbench, found a scrap of eighth-inch doorskin ply, spritzed it with spray glue then eased the drawing onto it. Sawn near the line and then sanded to it, the plywood can serve as a pattern. But so will the original drawing, now that it exists as a file Fred can load into his computer and manipulate with DeltaCAD.
DeltaCAD’s simplistic POINT function and spending ten minutes hand-entering coordinates is the ultimate in Lo-Tek but this an inexpensive tool anyone can master. The fat 23018 may not be the ideal airfoil for Fred’s Dream Machine but if it doesn’t work out he now knows how to generate ANY airfoil for which he can find x-y coordinates, an option he didn’t have just a few days ago.
-R.S.Hoover
PS - His name isn’t Fred, of course. But after posting messages about Flying on the Cheap, inexpensive methods of converting VW engines for flight and using locally available lumber, I’ve been contacted by a surprising number of ‘Freds’ here and abroad who are doing exactly that.
PPS - I’ve never been asked to autograph an airfoil before. Thank you, Fred. I consider it quite an honor.
Scrimshaw
 October is when for a time at least the migger is replaced by the jeweler’s torch and the powered hacksaw gives way to a Gigli. Circular cut-outs from flanging dies are rooted out of the junk-box, chucked into the lathe and magically transformed into wheels of every kind. Itty-bitty ball bearings picked up at swap meets and clearance bins are tracked down. Designed for the ultimate in aerospace hitek they are surprised to find themselves being pressed into maple wheels, secured with a dab of uncertified JB Weld. Launched not into space but across a living room floor, they still fulfill their mission with the steely purr of whirr.
October is when for a time at least the migger is replaced by the jeweler’s torch and the powered hacksaw gives way to a Gigli. Circular cut-outs from flanging dies are rooted out of the junk-box, chucked into the lathe and magically transformed into wheels of every kind. Itty-bitty ball bearings picked up at swap meets and clearance bins are tracked down. Designed for the ultimate in aerospace hitek they are surprised to find themselves being pressed into maple wheels, secured with a dab of uncertified JB Weld. Launched not into space but across a living room floor, they still fulfill their mission with the steely purr of whirr.Odds and ends of spruce come to light from where they were tucked away months or even years before. Now is their moment of usefulness, justification for the death of a tree. They become the keels and cross-pieces of kites, delicately tapered, silken cords across the chord of their bows, covered with tissue paper, hemmed with glue, shrunk with water and sealed with a mist of banana oil, the way my grandfather showed my dad and Dad taught to me a million years ago in a less complicated world. Distant in both time and space the well-remembered skills are exercised once again, keeping them fresh for the moment they can be transferred into younger hands and used to produce things of real worth. Things that last. Things never seen on Saturday morning TV and more valuable than gold because of it.
A slab of spruce six inches wide failed to make it into the air by a thirty-second of an inch, it’s thickness shy by that amount of the honest quarter-inch needed to make the ribs for one of Roger Mann’s delightful little flying machines. But perfect for caskets, chests and boxes to be filled with Treasure, Jewels and Secret Codes.
Doesn’t have to be wood, of course. Steel, aluminum or composites, they’re all grist for the mill of whimsy, like Keith Stewart’s case-hardened steel egg to be hatched by a plastic duck.
Even when they are of wood, boxes don’t have to be bricks. Containers for dreams may take the shape of Pollywogs or Hearts and be all the more suitable because of it. A bit more work but it’s only October; the Big Birthday still two months away. Time enough for the gluing and sanding and finishing. Time enough to turn brass shim stock into neat little four-knuckle hinges with a bit of brazing rod for the pin. Inlays, too, if you care for that sort of thing, which I do.
A bit of scrimshaw for the boys is always fun. Ex-Navy (and a Chief to boot) the traditional Fouled Anchor is a favorite of mine, scribed not into a whale’s tooth nor ring of bone but the densely finished lid of a brass-bound box eminently suitable for boy-stuff.
- - - - - -
Some of us build airplanes because it keeps the Dream alive. Simple and light, with a hand-carved prop that must be flipped to bring the engine to life, such machines hark back to an earlier age. Yet a basic tenet of airmanship is that the more you fly, the better you will and those simple machines rise above the ground with a stately grace and lack of speed that makes an airfield of almost any patch of ground. Which is good, because in America flying has become an elitist activity, province of the wealthy in which the average man has been forced out of his hangar, off the airport and ultimately, down from the sky.
To build those machines of yesterday we are forced to invest in ourselves, mastering a host of skills many deem useless in the modern world. Stitching fabric to ribs earns us smiles of condescension, scarfed joints in wood the damning of faint praise. Old Fashioned Stuff of no interest to folks so busy making money that 51% has come to mean little more than selecting the color of paint for their ‘homebuilt’ airplane.
How will such people be remembered by their children? And their children’s children. What core of useful skills do such people consider vital for the well-being of their off-spring? That the rules don’t apply to them? I wonder about such things. Not very often nor for very long, but I still do.
October sees airplanes shifted to the back burner so the skills to build them may be focused on Dream Machines of a more basic sort, designed to show a youngster they are beloved members of a family that respects and encourages their particular Dream, wherever it may lead. Oddly enough, in doing so, their Dreams become remarkably similar to our own, molded by the reality of their generation and impressed with their own personality but built upon the same foundation and constructed with the same core values honored by their parents.
-R.S.Hoover
Subscribe to:
Posts (Atom)